
1. Introduction
Imagine a production system where all production decisions are optimized based on real time information from a fully integrated and connected set of equipment and people. The entire system makes the best possible use of the available resources to achieve its production goals, and the system automatically adjusts in real time to changing conditions. All work is automatically scheduled through the system, all equipment automatically records its performance and also plans and schedules its own maintenance to minimize impact on the system. Performance data is automatically recorded throughout the system and reported to the appropriate stakeholders. In addition, the system predicts forward in time and provides reliable management information on planned performance including critical KPIs such as expected delivery time and production costs for all planned orders. Managers have instant access to important current and forward-looking information to drive and grow the business. This is the vision of the Smart Factory of the future (4th Industrial Revolution).
The Smart Factory is an idea whose time has come. The technologies underpinning the Smart Factory have continued to evolve and become more mainstream. Each component is familiar technology and is in place in many factories today. However, the detailed factory model or Factory Digital Twin that provides forward visibility into the planned operations, supporting ongoing continuous improvement initiatives has been the critical missing component in enabling the Smart Factory. The Simio Intelligent Adaptive Process Digital Twin technology provides this critical component.
2. Design and Operate
A key requirement to successfully plan and operate a factory is to understand what the factory is capable of producing under different input conditions such as product mix for the week, available production resources, specific labor constraints, maintenance requirements, etc. This is true whether you are building a new factory or just wanting to manage an existing factory more efficiently. It is therefore key to be able to develop a virtual factory model that contains all the physical constraints of the factory as well as the business rules and decision logic to replicate the true behavior of the factory. This enables all the stakeholders (planners, operations, management, etc.) to perform what-if analysis to understand the true capacity of the factory as well as the behavior and sensitivity to specific operational variables (inside or outside their direct control).
This virtual factory model can also be used as part of the digital transformation process to evaluate all the source data in terms of the level of detail, correlation between systems, and availability of data (timing and speed). For a factory to move up on the digital maturity curve, preparing to become a Smart Factory, it is important that the data is standardized and synchronized across source systems to ensure accurate decision making and execution. As part of the digital transformation process factories also must harmonize their people and processes between departments and across similar factories to ensure consistent and efficient execution based on overall best practices. These best practices supported by standardized and correlated data will create the baseline to becoming a Smart Factory driven by real-time autonomous decision making.
The virtual factory model can then be connected to the real-time data from the enterprise systems, IoT devices, automation equipment, etc. to become the factory digital twin that will automatically adapt to the environment as the data changes. Additionally, it will create a detailed actionable schedule in near real-time based on the current condition and future demand on the factory to enable full autonomous decision making and execution. The detail task lists for each resource in the factory together with the material requirements for each step in the process can be shared across the enterprise via direct integration to the enterprise systems or made available via a cloud-based platform (public or private).
3. Operational Planning and Scheduling (Operate)
In today’s world, companies compete not only on price and quality, but on their ability to reliably deliver products on time. A good operational production schedule, therefore, influences a company’s throughput, sales, and customer satisfaction. Although companies have invested millions in information technology for Enterprise Resource Planning (ERP) and Manufacturing Execution Systems (MES), the investment has fallen short on detailed production scheduling, causing most companies to fall back on manual methods involving Excel and planning boards. Meanwhile, industry trends towards reduced inventory, shorter lead times, increased product customization, SKU proliferation, and flexible manufacturing are making the production scheduling task more complicated. Creating a feasible plan requires simultaneous consideration of materials, labor, equipment, and demand. This bar is simply too high for any manual planning method. The challenge of creating a reliable plan requires a digital transformation which can support automated and reliable scheduling.
Central to the idea of effective factory scheduling is the concept of an actionable schedule. An actionable schedule is one that not only fully accounts for the detailed constraints and operating rules in the system but are also synchronized to the event timeline and can therefore be fully executed in the factory by the production staff without additional human intervention. An issue with many scheduling solutions is that they ignore one or more detailed constraints, planned in set time buckets (daily or weekly) and therefore cannot be executed as specified on the factory floor. A non-actionable schedule requires the operators to step in and override the planned schedule to accommodate the actual constraints of the system. At this point the schedule is no longer being followed, and local decisions are being made that impact the system KPIs in ways that are not visible to the operators.
A second central idea of effective scheduling is properly accounting for variability and unplanned events in the factory and the corresponding detrimental impact on throughput and on-time delivery. Most scheduling approaches completely ignore this critical element of the system, and therefore produce optimistic schedules that cannot be met in practice. What starts off as a possible feasible schedule degrades overtime as machines break, workers call off sick, materials arrive late, rework is required, etc. The optimistic promises that were made cannot be kept.
A third consideration is the effect of an infeasible schedule on the supply chain plan. Factory scheduling is only the final step in the production planning process, which begins with supply chain planning based on actual and/or forecast demand. The master planning process generates production orders and typically establishes material requirements for each planning period across the entire production network. The production orders that are generated for each factory in the network during this process are based on a rough-cut model of the production capacity. The master planning process has very limited visibility of the true constraints of the factory, and the resulting production requirements often overestimate the capacity of the factory. Subsequently, the factory schedulers must develop a detailed plan to meet these production requirements given the actual constraints of the equipment, workforce, etc. The factory adjustments to make the plan actionable will not be transparent to the supply chain planners. This creates a disconnect in a core business planning function where enormous spending on resources and systems occurs. The factory digital twin(s) can be included in a network model to support the network or master planning process ensuring feasibility at all levels and time horizons. The same digital twin can be used for short to medium and even long-term planning that can be fully automated on the cloud for distribution to all stakeholders.
3.1 Factory Operational Scheduling Approaches
Let’s begin by discussing the three most common approaches to solving the operational scheduling problem in use today: 1) manual methods using planning boards or spreadsheets, 2) resource models, and 3) The Factory Digital Twin.
3.1.1 Manual Methods
The most common method in use today for operational factory scheduling is the manual method, typically augmented with spreadsheets or planning boards. The use of manual scheduling is typically not a company’s first choice but is the result of failure to succeed with automated systems.
Manually generating a schedule for a complex factory is a very challenging task, requiring a detailed understanding of all the equipment, workforce, and operational constraints. Five of the most frustrating drawbacks include:
- It is difficult for a scheduler to consider all the critical constraints. While schedulers can typically focus on primary constraints, they are often unaware – or must ignore – secondary constraints, such as tooling, and these omissions lead to a non-actionable schedule.
- Manual scheduling typically takes hours to complete, and the moment any change occurs the schedule becomes non-actionable.
- The quality of the schedule is entirely dependent on the knowledge and skill of the scheduler. If the scheduler retires or is out for vacation or illness, the backup scheduler may be less skilled and the KPIs may degrade.
- It is virtually impossible for the scheduler to account for the degrading effect of variation on the schedule and therefore provide confident completion times for orders.
- As critical jobs become late, manual schedulers resort to bumping other jobs to accommodate these “high priority” jobs, disrupting the flow, and creating more “high priority” jobs. The system becomes unstable and production personnel resort to firefighting to achieve short term performance.
3.1.2 Resource Model
Companies that utilize an automated method for factory scheduling typically use an approach based on a resource model of the factory. A resource model is comprised of a list of critical resources with time slots allocated to tasks that must be processed by the resource based on estimated task times. The resource list includes machines, fixtures, workers, etc., that are required for production. The following is a Gantt chart depicting a simple resource model with four resources (A, B, C, D) and two jobs (blue, red). The blue job has task sequence A, D, and B, and the red job has task sequence A and B.

Figure 1 – Simple Resource Gantt Chart
The resources in a resource model are defined by a resource “state” that can be busy, idle, or off shift. When a resource is busy with one task or off-shift, other tasks must wait to be allocated to the resource (e.g. red waits for blue to be completed on resource A). The scheduling tools that are based on a resource model all share this same representation of the factory capacity and differ only in how tasks are assigned to the resources.
The problem that all these tools share is an overly simplistic constraint model. Although this model may work in some simple applications, there are many constraints in factories that cannot be represented by a simple busy, idle, off-shift state for a resource. Consider the following examples:
- A system has two cranes (A and B) on a runway that are used to move aircraft components to workstations. Although crane A is currently idle, it is blocked by crane B and therefore cannot be assigned the task.
- A workstation on production line 1 is currently idle and ready to begin a new task. However, this workstation has only limited availability when a complex operation is underway on adjacent line 2.
- An assembly operator is required to complete the assembly. There are assembly operators currently idle, but QC requires that the same operator that was assigned to the previous task must also be used on this task, and that operator is currently busy.
- A setup operator is required for this task. The operator is idle but is in the adjacent building and must travel to this location before setup can start.
- The tasks involve the flow of fluid through pipes, valves, and storage/mixing tanks, and the flow is limited by complex rules.
- A job requires treatment in an oven, the oven is idle but not currently at the required temperature.
- A piece of equipment, such as an oven, is used for batch processing of jobs. Depending on the current status of the factory, different jobs may be batched, or different batch sizes may be used
These are just a few examples of typical constraints for which a simple busy, idle, off-shift resource model is inadequate. Every factory has its own set of such constraints that limit the capacity of the facility.
The scheduling tools that utilize a simple resource model allocate tasks to the resources using one of three basic approaches: heuristics, optimization, and simulation.
One common heuristic is job-sequencing that begins with the highest priority job, and assigns all tasks for that job, and repeats this process for each job until all jobs are scheduled (in the previous example blue is sequenced, then red). This simple approach to job sequencing can be done in either a forward direction starting with the release date, or a backward direction starting with the due date. Note that backward sequencing (while useful in master planning) is typically problematic in detailed scheduling because the resulting schedule is fragile and any disruption in the flow of work will create a tardy job. This simple one-job-at-a-time sequencing heuristic cannot accommodate complex operating rules such as minimizing changeovers or running production campaigns based on attributes such as size or color. However, there have been many different heuristics developed over time to accommodate special application requirements. Examples of scheduling tools that utilize heuristics include Preactor from Siemens and PP/DS from SAP.
The second approach to assigning tasks to resources in the resource model is optimization, in which the task assignment problem is formulated as a set of sequencing constraints that must be satisfied while meeting an objective such as minimizing tardiness or cost. The mathematical formulation is then “solved” using a Constraint Programming (CP) solver. The CP solver uses heuristic rules for searching for possible task assignments that meet the sequencing constraints and improve the objective. Note that there is no algorithm that can optimize the mathematical formulation of the task assignment for the resource model in a reasonable time (this problem is technically classified as NP Hard), and hence the available CP solvers rely on heuristics to find a “practical” but not optimal solution. It also typically solves within a time bucket of 1 day or 1 week, hence due to using estimated run times for processing time of orders o each piece of equipment, the task starting and ending times are not fully synchronized with the actual event time calendar of the factory operations and still require manual intervention by the planners. In practice, the optimization approach has limited application because often long run times (hours) are required to get to a good solution. Although PP/DS incorporates the CP solver from ILOG to assign tasks to resources, most installations of PP/DS rely on the available heuristics for task assignments.
The third approach to assigning tasks in the simple resource model is a simulation approach. In this case we simulate the flow of jobs through the resource model of the factory and assign tasks to available resources using dispatching rules such as smallest changeover or earliest due date. This approach has several advantages over the optimization approach. First, it executes much faster, producing a schedule in minutes instead of hours. Another key advantage is that it can support custom decision logic for allocating tasks to resources.
Regardless of which approach is used to assign tasks to resources, the resulting schedule assumes away all random events and variation in the system. Hence the resulting schedules are optimistic and lead to overpromising of delivery times to customers. These tools provide no mechanism for assessing the related risk with the schedule.
3.1.3 Factory Digital Twin
The third and latest approach to factory scheduling is the Process Digital Twin of the factory. A Factory Digital Twin is a digital replica of the processes, equipment, people, and devices that make up the factory and can be used for both system design and operation. The resources in the system not only have a busy, idle, and off shift state, but they are objects that have behaviors and can move around the system and interact with the other objects in the model to replicate the behavior and detailed constraints of the real factory. These models also include the business rules and detail decision logic used on the shop floor to replicate reality as close as possible to ensure feasibility. The Factory Digital Twin brings a new level of fidelity to scheduling that is not available in the existing resource-based modeling tools.
3.2 The Simio Factory Digital Twin
The Simio Factory Digital Twin is an object-oriented, data driven, 3D animated model of the factory that is connected to real time data from the ERP, MES, and related data sources. The Factory Digital Twin is fully generated and driven by Enterprise data, allowing it to adapt to changes in the environment such as additional equipment, new labor and skill requirements, new parts/SKUs, etc.
For the Factory Digital Twin to replicate the true behavior of the physical factory the model logic includes the following:
- A detailed constraint model of the facility including all the equipment, labor, tooling, transportation, material, etc. including the equipment and material characteristics driving the operational decisions.
- The business rules that regulate the operations such as inventory policies, labor policies, operating and procedures, transportation restrictions, etc.
- The detail day to day decision logic as applied by the planners, operators, and supervisors on the factory floor.
The Factory Digital Twin simulates into the future to provide predictive and prescriptive analysis of the system to provide a fully forward-looking view of the expected production and delivery performance of the factory. This allows the Factory Digital Twin to generate a detailed, feasible operational schedule including all the relevant resource task lists and associated material requirements at each point in the manufacturing process. The Factory Digital Twin also performs a risk assessment of defined targets, such as delivery dates and cost to highlight the associated risk with for all the orders in the system allowing the planners to act pro-actively to avoid or minimize customer service issues.
One of the key benefits of the Factory Digital Twin is the ability to deliver a feasible schedule that considers demand (orders), capacity and materials concurrently for the entire end to end system across all processes (i.e. mixing, storage, filling, QA, materials, labor). It ensures that all processes within the factory are fully synchronized as for every task or event, material and resource availability are confirmed to ensure complete feasibility on the execution timeline. The Simio Digital Twin is fully transparent in its decision making and optimization methodology (Glass box approach) versus existing optimization algorithms and pure AI engines that typically generate non-transparent results (Black box approach). This allows the planners to understand and adjust the constraints, rules, and decision logic to find better ways of operating the factory and enabling a continuous learning and process improvement process.
As part of the overall digital transformation process of the manufacturing environment the Factory Digital Twin also provides a systematic way to improve (fix) and standardize the data contained in the different enterprise systems (ERP, MES, Excel, etc.). It is often found that the data in the various systems consist of varying levels of detail or do have inconsistent data for the same fields. The data in the different enterprise systems are often refreshed at different times or run in batch mode causing the data to also carry different time stamps further disrupting process synchronization due to the availability of accurate and timely data.
The Factory Digital Twin also provides a mechanism to harmonize the people and processes by evaluating all the best practices deployed within the factory or across identical factories in the same business. This allows the business to select the best procedures and methods for implementation and training across all similar facilities, creating a baseline for automation and resource mobility. Figure 3 below illustrates the interaction and data flow of the Simio Factory Digital Twin with the existing or planned enterprise systems.

Figure 3 – Simio Factory Digital Twin Deployment and Data Flow
We will now further summarize the key advantages of the Simio Factory Digital Twin as a factory design and operational scheduling solution.
3.2.1 Dual Use: Factory Design and Operation
Although the focus here is on enhancing throughput and on-time delivery by better scheduling using the existing factory design, the Simio Factory Digital Twin can also be used to optimize the factory layout and design, unlike traditional scheduling tools. The same Simio model that is used for factory scheduling can be used to test out changes to the facility such as adding new equipment, changing staffing levels, consolidating production steps, adding buffer inventory using the DDMRP replenishment methodology, or introducing new product SKUs.
3.2.2 Actionable Schedules
A basic requirement of any scheduling solution is that it provides actionable schedules that can be implemented in the real factory. If a non-actionable production schedule is sent to the factory floor, the production staff have no choice but to ignore the schedule and make their own decisions based on local information.
For a schedule to be actionable, it must capture all the detailed constraints of the system. Since the foundation of the Simio Factory Digital Twin is an object-oriented modeling tool, the factory model can capture all these constraints in as much detail as necessary. This includes complex constraints such as material handling devices, complex equipment, workers with different skill sets, and complex sequencing requirements.
In many systems there are operating rules that have been developed over time to control the production processes. These operating rules are just as important to capture as the key system constraints; any schedule that ignores these operating rules is non-actionable. This includes operating decisions such as ProductABC can only be run on Machine1 or Machine2, while ProductXYZ can be run on Machine2 or Machine3 in the same machine work center area, with costing or operational efficiency taken into account as well. The Simio modeling framework has flexible rule-based decision logic for implementing these operating rules. As part of running the simulation model these rules and constraints are evaluated at each point on the event calendar to ensure all material and resource tasks are also fully synchronized to the actual production execution timeline. The result is an actionable schedule that respects both the physical constraints of the system as well as the standard operating rules and execution timeline.
3.2.3 Fast Execution
In most organizations, the useful life of a schedule is short because unplanned events and variation occur that make the current schedule invalid. When this occurs, a new schedule must be regenerated and distributed as quickly as possible to keep production running smoothly. A manual or optimization-based approach to schedule regeneration that takes hours to complete is not practical; in this case, the shop floor operators typically take over and implement their own local scheduling decisions that may not be aligned with the system-wide KPIs. When random events occur, the Simio Factory Digital Twin can quickly respond and generate and distribute a new actionable schedule. Schedule regeneration can either be manually triggered by the scheduler, or automatically triggered by events in the system triggered by operational systems such as the MES or IoT devices.
3.2.4 3D Animated Model and Schedule
In other scheduling systems the only graphical view of the model and schedule is the resource Gantt chart. In contrast, the Simio Factory Digital Twin provides a powerful communication and visualization of both the model structure and resulting schedule. Ideally, anyone in the organization – from the shop floor to the top floor – should be able to view and understand the model well enough to validate its structure. A good solution improves not only the ability to generate an actionable schedule, but to visualize it and explain it across all levels of the organization.
The Simio Gantt chart has a direct link to the 3D animated view of the factory; right click on a resource along the time scale in the Gantt view and Simio instantly displays an animated view of that resource in the factory – showing the machines, workers, and work in process at that point in time in the schedule. From that point the scheduler can simulate forward in time and watch the schedule unfold as it will in the real system. The benefits of the Simio Factory Digital Twin begin with its accurate and fast generation of an actionable schedule. But the benefits culminate in the Factory Digital Twin’s ability to communicate its factory structure, model logic, and resulting schedules to anyone that needs to know.
3.2.5 Risk Analysis
One of the key shortcomings of scheduling tools is their inability to deal with unplanned events and variation. In contrast, the Simio Factory Digital Twin can accurately model these unplanned events and variations to not only provide a detailed schedule, but also analyze the risk associated with the schedule.
When generating the schedule, the random events and processing variability are automatically disabled to generate a deterministic schedule. Like other deterministic schedules, it is optimistic in terms of on-time completions. However, once this schedule is generated, the same model is executed multiple times with the events and variation enabled, to generate a random sampling of multiple schedules based on the uncertainty in the system. The set of randomly generated schedules is then used to derive risk measures – such as the likelihood that each order will ship on time. These risk measures are directly displayed on the Gantt chart and in related reports. This informs the scheduler in advance which orders are at risk of being late so that actions can be taken to make sure important orders have a high likelihood of shipping on time.
3.2.6 Constraint Analysis
It’s not uncommon that the supply chain planning process which is based on a rough-cut capacity model of the factory sends more work to a production facility than can be easily produced, given the true capacity and operational constraints of the facility. When this occurs, the resulting detailed schedule will have one or more late jobs and/or jobs with high risk of being late. The question then arises as to what actions can be taken by the scheduler to ensure that the important jobs are all delivered on schedule.
Although other scheduling approaches generate a schedule, the Simio Factory Digital Twin goes one step further by also providing a constraint analysis detailing all the non-value added (NVA) time that is spent by each job in the system. This includes time waiting for a machine, an operator, material, a material handling device, or any other constraint that is impeding the production of the item. Hence if the schedule shows that an item is going to be late, the constraint analysis shows what actions might be taken to reduce the NVA time and ship the product on time. For example, if the item spends a significant time waiting for a setup operation, scheduling overtime for the associated operator or additional campaigning of products to reduce setup times may be warranted.
3.2.7 Multi-Industry
Although scheduling within the four walls of a discrete production facility is an important application area, there are many scheduling applications beyond discrete manufacturing. Many manufacturing applications involve fluid flows with storage/mixing tanks, batch processing, as well as discrete part production. In contrast to other scheduling tools that are limited in scope to discrete manufacturing, the Simio Factory Digital Twin has been applied across many different application areas including mixed-mode manufacturing, master planning, capacity planning, etc. These applications are made possible by the flexible Simio modeling framework.
3.2.8 Flexible Integration
A Factory Digital Twin is a detailed simulation model that is directly connected to real time system data. Traditional simulation modeling tools have limited ability to connect to real time data from ERP, MES, and other data sources. In contrast, Simio is designed from the ground up with data integration as a primary requirement.
Simio supports a Digital Twin implementation by providing a flexible relational in-memory data set that can directly map to both model components and to external data sources. This approach allows for direct integration with a wide range of data sources while enabling fast execution of the Simio factory digital twin model.
3.2.9 Data Generated Models
In global applications there are typically multiple production facilities located around the world that produce the same products. Although each factory has its own unique facility layout there is typically a significant overlap in terms of resources such as equipment and workers as well as processing logic. In this case Simio provides special features to allow the Digital Twin for each facility to be automatically generated from data tables that map to modeling components that describe the resources and processes. This greatly simplifies the development of multiple Factory Digital Twin implementations across the enterprise and also supports the reconfiguring of each Factory Digital Twin via data table edits to accommodate ongoing changes in resources and/or processes.
4. Simio Solution Components
The sections below will provide some additional insight into some of the primary solution components of the Simio Factory Digital Twin. The solution components and deliverables will be adjusted and agreed upon based on the detailed functional requirements and project scope for each individual customer.
4.1 3D Factory Simulation Model
The level of model detail including the physical constraints, business rules and decision logic will be determined during the Functional Requirement Specification (FRS) phase of a project to ensure the resulting Simio schedule is accurate to a level that will satisfy the operational requirements and expectations. The model will also be used to perform some “What-if” analysis to test the operating strategies and decision logic currently applied. The operations can be optimized to specific KPIs such as on time delivery, lowest cost, time in system, etc. If the required data is available, Simio can include activity-based costing as part of the simulation and optimization engine. Figure 4 provides an example of what the graphical representation of the Simio simulation model might look like showing a simple demo model of a hypothetical production operation.

Figure 4 – Screenshot from a typical simulation model facility view
4.2 Data Imports and Exports
Integration capability has been built to import and export data between Simio and external data sources such as ERP systems, MES systems, IoT devices and even Excel based data sources to create the Factory Digital Twin providing real-time event-based scheduling. Utilizing Simio’s simulation-based scheduling capabilities, a virtual factory model is developed to depict the detailed resource and material constraints within a production system. Then, interfacing the virtual factory model to the external data sources allows the model to become a Factory Digital Twin. This integrated Simio Factory Digital Twin can now function and generate schedules in near real-time if required. This means that as events happen on the production floor, the production schedule can be re-run quickly to re-route orders around possible bottlenecks and constraints.
For example, the integration can employ Webservices, API calls, and direct table binding to database systems and Excel to import data into the model. Inventory, production orders, routings, bill-of-materials, order status and machine status are all captured through this inbound integration to get the data for creating the production schedule.
Once the schedule is generated in Simio, the schedule is exported to external data systems by using the appropriate integration technique. Figure 5 is a view of a data table imported into the Simio Factory Digital Twin. The structure of the data tables is flexible to replicate the customer system’s data format.
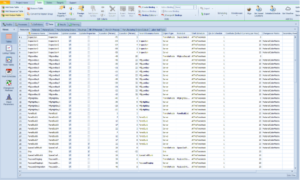
Figure 5 – Screenshot of an example data table integrated in Simio
4.3 Schedules and Gantt Charts
Once the 3D simulation model has been developed and integrated into the relevant enterprise systems the Simio Factory Digital Twin will create a schedule that will be made available via the Simio Scheduler user interface for planner interaction. The detail task list for each resource (including equipment, labor, tooling, transportation, etc.) as well as the material requirements for each step in the process are generated and exported back to the relevant enterprise systems such as the ERP and/or MES systems. The Simio Scheduler user interface, as illustrated in Figure 6, displays the schedule as an order (entity) view showing the production orders and their assignment to each specific resource based on the rules and decision logic captured in the simulation model. Additionally, the risk assessment associated with each order (e.g., probability of each order being delivered on time) is graphically displayed.

Figure 6 – Simio user interface illustrating resource usage on the Gantt chart
The Simio Scheduler user interface will also produce a resource view to see the order produced on each resource requirements, constraints, graphically displaying late orders as illustrated in Figure 7 below.

Figure 7 – Simio user interface illustrating the order workflow on the Gantt chart
These Gantt charts are interactive, and the scheduler can use the charts to add downtimes, update order priorities, and change work resource schedules. The plan can then be rerun to show the new production schedule based on the changes. The data can also be updated automatically by using certain triggers from the external systems to cause a new schedule to be created automatically. The production scheduling process can also be run completely autonomously to support high level of automation and Smart Factory initiatives as part of the Industry 4.0 revolution.
4.4 Reports and Dashboards
The Simio Factory Digital Twin provides a set of customizable reports and interactive dashboards to support the scheduler in analyzing and distributing the schedule. The schedule can be printed as a series of reports to circulate to the operators on the shop floor as a dispatch or task list for the shift or to export to the existing enterprise systems for electronic distribution and execution. Figure 8 is an example of a dashboard to interactively show the dispatch list and utilization of the various resources. These dashboards are fully configurable based on the requirements of the users.

Figure 8 – Illustrative Simio dashboard that can be custom developed as required
Standard reports such as the daily schedule are also available for operators to view the next job to be performed on each production resource, as illustrated in Figure 9 below.

Figure 9 – Illustrative Simio table report that can be custom configured as required
4.5 Operational Deployment
All the scheduling results including Gantt charts, dashboards and reports can be published to the Simio Portal for viewing throughout the enterprise by operators, managers, and stakeholders. The results can be accessed using a standard web browser or touch enabled mobile devices such as tablets, with no software required. Simio Portal is a platform to provide visibility and instantaneous plan updates to 3rd party service providers such as logistics service providers, material suppliers, and outsource manufacturers. All the stakeholders in the production process and extended supply chain can now have access to the required information to ensure proper synchronization of activities to fully support the production process. In a full cloud-based deployment the portal can also be used to perform the daily operational detail scheduling by the planners making the results available to all stakeholders as and when scheduling or re-scheduling occurs. Results can be easily filtered to particular groups with permissions for various departments to see specific reports. The digital twin can also be deployed as a fully integrated autonomous system reacting to agreed event triggers from other enterprise level systems or devices to enable a complete Smart Factory operational model. Figure 10 is an example of the portal screen showing the resource Gantt chart. The portal is available on the Microsoft Azure public cloud as well as a private on-premises cloud version.
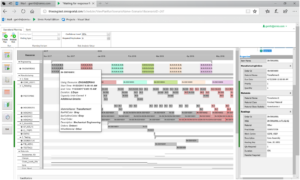
Figure 10 – Screenshot of the Simio portal view
5. IT Architecture and Integration
In contrast to traditional simulation modeling tools, Simio is designed from the ground up with a focus on data integration to existing ERP/MES, devices, and custom data sources to enable the creation of the Digital Twin. This requirement has driven the design of both the data and modeling features of Simio.
A Simio Factory Digital Twin is integrated as part of the information systems that manages the day-to-day business of the organization. Simio binds to both the transactional information systems that provide inputs on the work orders, job routings, staffing levels (static data), as well to the operation information systems that tracks the status of resources and the transformation of raw materials into finished products (dynamic data). The relationship of the Simio Factory Digital Twin to the ERP & MES systems is illustrated in Figure 11 below.

Figure 11 – Simio as process Digital Twin connected to the Enterprise systems
Although the transactional data may come from many different sources, most of the critical data comes from the ERP & MES systems. These systems provide two (2) primary outputs for managing production, which are then used as inputs to the Simio Factory Digital Twin. The first is a master list of production orders – such as release dates, due dates, and order quantities – along with component products and end products required to meet customer demand. This list also has associated secondary data such as job routings, bill of materials, etc. The second primary output is a material purchasing schedule that list items required from outside suppliers, including their expected arrival time, with the goal of matching these materials up to the production schedule.
In some cases, some of the transactional data may reside outside of the ERP & MES systems in spreadsheets, data bases, flat files, or even IoT devices. Simio is designed to import transactional data from these varied sources.
Simio provides three (3) key features for integrating the scheduling model to transactional and operational data. The first is an in-memory relational database that is fully configurable to match the schema of any external data source. The second is an open architecture for creating custom connectors for importing transactional or operational data from external sources using different methods such as webservices, table bindings, etc. The third is modeling constructs (objects) that are fully configurable to map to relational data in the data tables.
These features combine to provide a modeling framework that can map to any external data, regardless of the source or data schema. Simio’s in-memory configurable relational database provides the key interface between the enterprise data and the model logic. The transactional and operational data is imported into this data schema and held in memory for fast execution of the scheduling model. The model logic can both read from and write to this database.
The database schema is fully configurable and can exactly match the existing schema of the external data sources, eliminating the need to transform the data during import and export. The import and export actions are done through data connectors that bind to external data sources. Standard data connectors can connect to external systems via Web API, databases, Excel, and CSV files. Using the Web API data connector, Simio can directly pull data directly from and push data to the SAP Cloud Integration Platform, AVEVA MES and PTC Kepware.
Simio Portal also has a Web API that is used to automate the generation of the schedule based on real time events. The Simio Web API is used to trigger the schedule generation. During the schedule generation, the data will first be refreshed from the external systems. Once the schedule is completed, the data is exported to the external systems and the schedule can also be published to be viewed across the organization. Figure 12 below illustrates the various integration options at a high level.

The transactional data for the scheduling model is typically downloaded from the ERP at the beginning of each planning period and is static during the planning period. In contrast, the MES operational data is constantly changing and therefore the MES binder is often a dynamic connector. For example, a machine failure detected by the MES may automatically trigger Simio to generate a new schedule that is based on the expected downtime for the machine. The Simio integration framework supports both static and dynamic binders for both transactional and operational data.
6. Simio Deployment Options
Simio offers several deployment options to support various operating environments and work methods. Since Simio RPS is both a simulation (design) and scheduling (operation) solution, it is used by different people in different user roles as the project progresses from its simulation and analysis (design) phase to the scheduling and operational (operate) deployment phases. Based on the requirements a customer can deploy Simio RPS in any or all the deployment options listed and shown in Figure 13 below.
6.1 Option 1 – Desktop – Design Phase
During the design and analysis phase to develop the virtual factory model, it is often preferred to deploy Simio on a laptop or desktop. This supports offline work by project team members as models are stored as XML files that are easy to transfer between computers or even email to team members whenever updates have been made to the model for review and testing. This desktop option is also valid for operational deployment of the scheduling system so long as the desktop or laptop has access to the customer’s network to access the operational data required to run the model and generate the schedule. This option works particularly well during the early deployment and testing phase of the solution while ongoing enhancements and model changes are required to fine-tune the schedule before final enterprise deployment on a cloud-based platform.
6.2 Option 2 – Hosted Solution (Public or Private) – Operate Phase
The cloud solution of Simio, the Simio Portal, is provided to support both a public cloud offering hosted on Microsoft Azure as well as a private cloud version to be hosted on-premises to comply with the most stringent corporate IT deployment and operating policies for production systems. To host the Simio on-premises portal, the customer will be required to procure the required hardware infrastructure to create this hosted environment behind their own security systems (firewall). This can also be outsourced to a private hosting service based on company policy. The Simio Portal cloud solution can also be used for experimentation to evaluate operational strategies by changing set data and parameters as included during the model development phase.

Figure 13 – Simio Deployment Options
7. Simio’s Role in Industry 4.0
Industry 3.0 was responsible for the computerization and automation of the manufacturing industry. This resulted in the creation of extensive transactional and execution level data to be stored and analyzed to fine tune and improve the system performance creating a Digital Shadow of the factory (digital snapshot). As part of this Industry 3.0 transformation, data analytics was applied to this data to discover and communicate meaningful data patterns and trends. Although data analytics applied to past data is useful, the real power comes from connecting the real-time component data to the virtual model of the factory to become the Factory Digital Twin. Now and into the future as Industry 4.0 unfolds, as computers are connected and talk to one another to ultimately make decision without human involvement, the Simio Factory Digital Twin will be a critical component in this process as it provides the following key capabilities to the digital transformation process:
- Integrates with and fully generated and driven by the Enterprise data (adapts to changes in the environment).
- Simulates into the future by replicating the physical factory’s behavior to provide predictive and prescriptive analysis of the system (forward looking).
- Improves both the Design (analysis of new and current systems) and Operations (scheduling) of the factory.
- Generates a detailed, actionable schedule (task list & material requirements) with a risk assessment of defined targets, such as delivery dates and cost.
- Provides a systematic way to improve and synchronize the data contained in the different enterprise systems (ERP, MES, Excel, etc.).
- Provides a mechanism to harmonize people and process by evaluating all the best practices selecting the best ones for implementation and training across departments and other similar facilities.
- Delivers an integrated schedule that considers demand (orders), capacity and materials concurrently for the entire end to end system across all processes (mixing, storage, filling, QA, materials, etc.)
- Consists of a fully transparent decision making and optimization methodology (Glass box approach) versus typical optimization algorithms and AI engines that typically generate non-transparent results (Black box approach).
The Simio Digital Twin is a key component of the Smart Factory of the future. It provides both a system-wide aggregated view of the state of the system, as well as a means of predicting forward in time to see the expected future state as illustrated in Figure 14 below.

Figure 14 – Backward and Forward-looking analysis
Simio differs from traditional simulation modeling tools in that it is designed from the ground up to execute as a live component of a factory or supply chain execution system. Simio supports complex in-memory relational data, connections to real time data sources, complex dynamic decision rules, detailed resource, material, and task logging, along with customizable Gantts, reports, and dashboards for communicating scheduling results. This is essential functionality for providing a connected virtual process model of the factory. Figure 15 depicts the relationship of Simio’s virtual factory model to the ERP and MES/IoT, along with the key capabilities that are enabled in the Smart Factory. It is only by using this model that the system can project forward in time and support the identification and resolution of issues before they arise in the real system. Interconnectivity between the ERP, MES/IoT, and the virtual factory model to create the process Digital Twin are key enablers of this capability.

Figure 15 – Simio Digital Twin Relationships