
1. Introduction
Today companies compete not only on price and quality, but on their ability to reliably deliver products on time. A good operational production schedule, therefore, influences a company’s throughput, sales, and customer satisfaction. Despite investing millions in Enterprise Resource Planning (ERP) and Manufacturing Execution Systems (MES), many companies find these systems inadequate for detailed production scheduling, leading them to rely on manual methods such as Excel and planning boards. Meanwhile, industry trends towardsreduced inventory, shorter lead times, increased product customization, SKU proliferation, and flexible manufacturing make production scheduling more complicated. Creating a feasible plan requires the simultaneous consideration of materials, labor, equipment, and demand. The complexity of scheduling is too taxing for manual planning methods or optimizer/solver-based approaches, which deliver diminishing value as manufacturing speed and agility increase to meet market requirements.
At the core of effective factory scheduling is the concept of an actionable schedule. An actionable schedule is one that fully accounts for the detailed constraints and operating rules in the system and can therefore be executed in the factory by the production staff. One common problem with many scheduling solutions is that they overlook one or more detailed constraints, making them impractical to implement on the factory floor. A non-actionable schedule requires the operators to step in and override the planned schedule to accommodate the actual constraints of the system. At this point the schedule is no longer being followed and local decisions are being made that affect system KPIs in ways that are not visible to operators and stakeholders throughout the supply chain. In a more volatile world with increased production and supply chain complexity, higher product mix, shorter order lead times and smaller batch sizes, it is essential to have the ability to rapidly create feasible schedules that are executable on the factory floor. Manufacturing is becoming more agile and automated to support this dynamic flow of product to the market, based on actual demand and therefore the ability to create an actionable schedule in near-real time is becoming a requirement and no longer just an option.
The fundamental differences between various scheduling approaches can be illustrated with a simple example which highlights the core distinctions at a fundamental level. As production processes become more complex, requiring more agility, the differences in results between the scheduling systems become even more profound and impactful on the factory floor. This example will illustrate the clear advantages of the Simulation Event-Based approach to support the manufacturing and market demand requirements that exist today.
2. Factory Detailed Scheduling Approaches
The three most common approaches in use today to solve the operational scheduling problem include: 1) manual methods using planning boards or spreadsheets, 2) Resource Calendar-Based models, and 3) Simulation Event-Based models.
2.1 Manual Methods
The most common method in use today for operational factory scheduling is the manual method, typically augmented with spreadsheets or planning boards. This process is labor intensive, requiring multiple people to only focus on the generation of schedules and related files. These employees have tribal knowledge of the business rules and experience, if they leave the company, the rest of the organization will be left in the dark about how planning is performed. The use of manual scheduling is typically not a company’s first choice but is often the result of a failure to succeed with automated scheduling systems.

Figure 1: Planners/schedulers managing and interacting with data in Excel to manually create the schedule
Manually generating a schedule for a complex factory is a challenging task, requiring a detailed understanding of all the equipment, workforce, and operational constraints. Three of the most frustrating drawbacks include:
- It is difficult for a planner/scheduler to consider all constraints and scenarios – While planners/schedulers can typically focus on primary constraints, such as processing equipment, they are often unaware – or must ignore – secondary constraints, such as tooling, and these omissions lead to a non-actionable schedule.
- Manual scheduling typically takes hours to complete – The moment a change occurs, such as a material delay or equipment downtime, the schedule becomes non-actionable.
- The quality of the schedule is entirely dependent on the knowledge and skill of the planner/scheduler. – If the primary planner/scheduler is unavailable, a backup planner/scheduler may be less skilled and the KPIs may degrade.
As critical jobs become late, manual planners/schedulers resort to delaying other jobs to accommodate these “high priority” jobs, disrupting the flow, and creating more “high priority” jobs. The system becomes unstable and production personnel resort to firefighting to achieve short term performance – sacrificing overall schedule performance and stability.
2.2 Resource Calendar-Based Model
An automated version of the manual approach to factory scheduling is based on a resource model of the factory. A resource model is comprised of a list of key resources or production lines with time slots (with available capacity based on production runtimes) allocated to jobs that must be processed by the identified resources. The resource list includes machines, fixtures, workers, etc., that are required for production. Production times are often based on average run rates by product type or product family, and often production times are not specific to the individual part attributes involved such as material type, thickness, etc., which results in inaccurate processing times, specifically in high product mix environments.
The resources in this model are defined by a resource “state” that can be busy, idle, or off shift. When a resource is busy with one task or off-shift, other tasks must wait to be allocated to the resource. Approaches to scheduling that are based on a resource model all share this same representation of the factory capacity and differ only in how tasks are assigned to the resources.
Automated scheduling based on a resource model share this limitation: the resource state options reflect an incomplete or insufficient constraint model. Although this model may work in some simple applications, there are many constraints in factories that cannot be represented by a simple busy, idle, off-shift state for a resource. Due to this shortcoming the process still requires a lot of planner/scheduler (human) interaction with the system to “fix” known constraints or issues. Fundamentally, these systems function similarly to the manual planning method, just with a different supporting application – ERP instead of Excel. Consider the following examples:
- A system has two cranes (A and B) on a runway that are used to move large components to workstations. Although crane A is currently idle, it is blocked by crane B and therefore cannot be assigned the task and the job must wait until crane A can be moved out of the way.
- A workstation on production line 2 is currently busy with a changeover. Due to safety regulations, workers cannot perform another changeover on an adjacent line at the same time, prohibiting any changeovers to be performed on lines 1 or 3 within the same time period.
- An assembly operator with a specific certification is required for completing assembly. There are assembly operators currently idle, but the same operator that was assigned to the prior job task must also be used on this task based on the required certification, and that operator is currently busy.
- A setup operator is required for a task. The operator is idle but is in the adjacent building and must first travel to this location before setup can start, delaying the start of setup and subsequent start of the next job.
- The tasks may involve the flow of fluid through pipes, valves, and storage/mixing tanks, and the flow is often governed by complex rules based on variables such as distance, pipe diameter and viscosity.
- A piece of equipment, such as an oven, is used for batch processing of jobs. Depending on the current status of the factory, different jobs may be batched, or different batch sizes may be used resulting in a change in completion times based on the batching rules at the time.
These are just a few examples where typical constraints for which a simple busy, idle, off-shift resource model is inadequate. Every factory has its own set of specific constraints that limit the capacity of the facility.
Scheduling applications that utilize a simple resource model allocate tasks to the resources using one of two basic approaches: heuristics and optimization.
One common heuristic is job-sequencing that begins with the highest priority job, and assigns all tasks for that job, and repeats this process for each job until all jobs are scheduled. This simple approach to job sequencing can be done in either a forward direction starting with the release date, or a backward direction starting with the due date. Note that backward sequencing (while useful in master planning) is typically problematic in detailed scheduling because the resulting schedule is fragile and any disruption in the flow of work will create a late job. This simple one-job-at-a-time sequencing heuristic cannot accommodate complex operating rules such as minimizing changeovers or running production campaigns based on attributes such as size or color. There have been many different heuristics developed over time in an attempt to try and accommodate special application requirements.
The second approach to assigning tasks to resources in the resource model is optimization. In this approach, the problem is formulated as a set of sequencing constraints that must be satisfied while meeting an objective such as minimizing lateness, maximizing throughput, or minimizing cost. The mathematical formulation is then “solved” using a Constraint Programming (CP) solver. The CP solver uses heuristic rules to search for possible task assignments that meet the sequencing constraints and improve the objective. Note that there is no algorithm that can optimize the mathematical formulation of the task assignment for the resource model in a reasonable time (this problem is technically classified as NP Hard, and hence the available CP solvers rely on heuristics to find a “practical” but not optimal solution). In practice, the optimization approach has limited application because usually, hours-long runtimes are required to get to a good solution, even for daily or weekly scheduling.
2.3 Simulation Event-Based Models
The third approach to factory scheduling is to employ a Simulation Event-Based approach using a Process Digital Twin model of the factory. A Process Digital Twin is an object-based, data-driven, 3D animated simulation model of the factory that is connected to real time enterprise data from the ERP, MES, and related data sources. The Process Digital Twin model of the factory can be fully generated and driven by the enterprise data (no coding required), allowing it to adapt to changes in the environment such as additional equipment, new labor and skill requirements, new parts/SKUs, routings, BOMs, etc.
For the Process Digital Twin to replicate the true behavior of the physical factory, the simulation model logic includes the following:
- A detailed constraint model of the facility including all the equipment, labor, tooling, transportation, material, etc., as well as including the equipment and material characteristics driving the operational decisions.
- The business rules that regulate the operations such as inventory policies, labor policies, operating policies and safety procedures, transportation restrictions, etc.
- The detailed day-to-day decision logic as applied by the planners/schedulers, operators, and supervisors on the factory floor when making final resource allocation decisions.
A Simulation Event-Based approach using a Process Digital Twin simulates into the future to provide predictive analysis of the system to provide a fully forward-looking view of the expected production and delivery performance of the factory. This allows the Process Digital Twin to generate a detailed, feasible operational schedule including all the relevant resource task lists and associated material requirements at each point in the manufacturing process. Because the Process Digital Twin is based on a stochastic simulation model, it can then also perform a risk assessment of defined targets, such as delivery dates and cost, to highlight the associated risk for all the orders in the system. This allows the planners/schedulers to act proactively to align with the business KPIs such as maximizing customer service or minimizing cost.

Figure 2: Process Digital Twin of Factory being used to perform all data management and schedule generation for planner review
One of the key benefits of a Process Digital Twin is the ability to deliver a feasible schedule that considers demand (orders), equipment and worker capacity, and materials concurrently for the entire end-to-end system across all processes (i.e., mixing, storage, filling, QA) as the event calendar moves forward in time. It ensures that all processes within the factory are fully synchronized as decisions are made at the point of execution in simulated time to ensure resource availability at the scheduled event time.
The Process Digital Twin is fully transparent in its decision-making and optimization methodology (Glass Box approach) versus optimization algorithms and AI engines that typically generate non-transparent results (Black Box approach). This transparent approach allows the planners/schedulers to understand and adjust the constraints, rules, and decision logic to find better ways of operating the factory and enabling a continuous learning and improvement process.
3. Simple Scheduling Example
This section will describe a simple example to illustrate the basic premise of the Resource Calendar-Based approach versus the Simulation Event-Based approach. ERP, APS, and scheduling-focused software applications each have specific methods to improve schedule performance by mitigating the shortcomings of a Resource Calendar-Based approach. The issues with a Resource Calendar-Based approach are less obvious with a simple example, but the more complex and agile the environment is, the more difficult it becomes to generate a feasible schedule using a Resource Calendar-Based approach. This example has been created to illustrate the scheduling dilemma that is exacerbated as complexity/agility increases and workarounds/adjustments become less effective. The Resource Calendar-Based applications typically use a time-bucketed approach, typically weekly buckets, and then optimize within each bucket. For this example, we will just use one 12-hour shift to simplify the options and help improve the basic understanding of the scheduling procedures.
3.1 Basic Example Description
The process in this example consists of three (3) similar production lines and any order can be processed on any line using the order number as priority to determine the production sequence. The schedule will be shown for a single 12-hour shift of production. There are 4 order types with the following details:
- Order type is by color: Orange, Blue, Green and Purple.
- There are two (2) orders associated with each order type.
- Each order is for 400 parts with an average production rate of 100 parts per hour, resulting in a total average production time of 4 hours per order.
- The maximum number of parts that can be produced is 3600 if the 3 lines can run at 100% utilization (100 parts/hour * 3 lines * 12 hours = 3600 parts produced).
To process these orders, there are specific secondary resource requirements and operational rules as follows:
1. There are two (2) Operators available that are required:
- 1 x Operator x Hour for the first hour of order processing
- 1 x Operator x Hour for the last hour of order processing
- Each operator needs to finish the order that was started on a specific line
2. There are one (1) Technician, and one (1) Crane that are both required:
- 1 x Hour to perform a changeover between different order types (colors) at the start of order processing
- 6 x Hours to perform a scheduled maintenance (Line 3 after hour 4)
3. There is one (1) QA Technician that is required:
- 1 x Hour at the start of each order for quality assurance
- 1 x Hour at the end of maintenance for calibration and quality checks
4. There is one (1) Fork truck that is required:
- 1 x Hour at the start of processing to complete material staging
5. All materials are available at the start of the shift with exception of the Blue material which is only released from QA to be used in production after hour 6
6. Required preventative maintenance has been scheduled for Line 3 after 4 hours of production and requires 6 hours to complete
Figure 3 below shows a basic diagram to illustrate the simple process described above.

Figure 3: Basic Example Production Process to be Scheduled
The next sections will describe how the two philosophies (Resource Calendar-Based approach and Simulation Event-Based approach) schedule the system described, which will illustrate the key differences on a fundamental level.
3.2 Resource Calendar-Based Scheduling Approach
This approach originated in an era of mass production where the number of different SKUs (product mix) were limited, and the focus was on the utilization of the primary equipment. The approach was less focused on the secondary resource constraints since each specific campaign was executed for days and even weeks at a time, limiting the requirement for secondary resources to perform changeovers and maintenance. The focus therefore is to optimally load the primary lines (lines 1 to 3) based on available calendar time required, using the run rate of each SKU (the same run rate for all orders in this example). This equates to the basic available capacity of the line over the 12-hour shift calculated using the run rate of 100 parts per hour, thus the line capacity is 100 part per available resource calendar hour. The scheduling process based on this approach is detailed in the section below.
3.2.1 Scheduling the Factory
The factory will be scheduled as described and shown graphically in Figure 4 below:
- Allocate orders 1-8 to the 3 primary lines, while checking for available secondary resource capacity based on the runtime usage requirement. Allocate the required capacity consumption to their respective runtime capacity calendars.
- The primary objective here is to maximize the primary line utilization, thereby maximizing throughput. If the primary lines are fully utilized (including the unavailable time due to the maintenance task), then the factory is producing at its maximum throughput rate.
- The aim is to level-load the primary lines while using the order number as priority when sequencing the lines.
- Include the 6-hour maintenance period on Line 3 as part of the sequencing process.
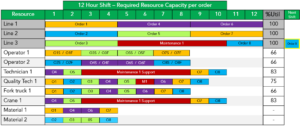
Figure 4: 12 Hour shift schedule using the Resource Calendar-Based Approach
3.2.2 The Schedule Results
Analyzing the Resource Calendar-Based approach using available production runtime on each of the resource calendars (primary and secondary), the results are as follows:
- The primary lines are 100% utilized, which includes the downtime on Line 3 for the scheduled maintenance, maximizing the throughput of the factory
- All orders are successfully sequenced based on order number as priority
- Only the last 200 parts of order 8 will be completed after the 12-hour shift duration, due to the maintenance on Line 3
- All the secondary resources still have available capacity (some as much as 36%) to support potential other tasks in the factory
- According to the Resource Calendar-Based approach the schedule is resource capacity and material feasible since all the resources have sufficient capacity based on their runtime calendars and all the material will be available during the shift (time bucket) to perform the scheduled tasks
- The schedule utilizes the total of 30 available runtime hours (12 hours on 3 lines, minus 6 hours for maintenance) allowing the factory to produce a maximum of 3000 parts during this shift (30×100 parts/hour)
In Summary:
- The schedule, based on this bucketed resource loading (resource calendar), is 100% “Resource and Material Feasible”
- The schedule maximizes the throughput of the 3 production lines (100% utilized)
- The question remains: is the schedule actionable on the factory floor as-is, based on this approach?
Let’s analyze the schedule in more detail to determine if it is fully actionable.
3.2.3 Detailed Schedule Analysis
The initial schedule results look very promising based on KPI measurements but on closer inspection, it appears to be infeasible for execution on the factory floor, despite being initially deemed “Capacity and Material Feasible.” Let’s discuss some general observations on the 3 areas as indicated by the magnifying glasses in Figure 5 below:
- After evaluating the requirements of secondary resources, it is clear that starting 3 orders at the same time is not feasible, as this exceeds the capacity of all secondary resources.
- Order 2 (Blue) will not be able to start on Line 2 as sequenced based on the priority requirement, as the Blue material (Material 2 – Blue) is only available at the start of hour 7 due to QA release process (Blue order 2 shown with Red outline). Order 8 will be able to start as planned as the Blue material will be available at the scheduled time.
- Concurrent order start times need to be adjusted around the availability of the operators, fork truck and QA. No changeovers can be performed during the Line 3 maintenance period since the technician and the crane are fully utilized as part of the maintenance activity.
In Summary:
- Although the schedule was deemed to be “Resource and Material Feasible” to maximize factory throughput (100% utilization of the 3 primary lines), it was found that the schedule is not synchronized to the actual shift timeline (event calendar) requiring concurrent resource availability at specific event times and hence not actionable on the factory floor. Therefore, this schedule will require manual manipulation by the planners/schedulers, supervisors, and/or operators.

Figure 5: Showing concurrent resource requirements and Blue material availability issues
3.3 Simulation Event-Based Scheduling Approach
The Simulation Event-Based approach is a modern approach to factory scheduling. It uses a Simulation-Based Process Digital Twin as a digital replica of the processes, equipment, people, and devices that make up the factory and can be used for both system design and operation. The resources in the system not only have a busy, idle, and off shift state, but they are objects that exhibit behaviors. The objects can move around the system and interact with the other objects in the model to fully replicate the behavior and detailed constraints of the real factory. One of the key advantages of a Simulation Event-Based approach is that the scheduling decisions are made at the exact event time when resources and materials are required. The model then uses dynamic dispatching rules and detailed process logic to make decisions regarding the next order to process and resources to use. Object properties, such as capacities and work schedules, order details and material availability, as well as operating rules and decision logic, are all included in the constraints analysis when making the scheduling decisions. The Process Digital Twin applies a higher level of fidelity to scheduling that is not available in Resource-Based modeling applications.
3.3.1 Scheduling the Factory
The factory will be scheduled as described and is shown graphically in Figure 6 below:
- The Process Digital Twin looks at the orders available for processing and selects Line 3 for processing Order1. Due to concurrent resource requirements (operator, technician, QA Tech, fork truck and crane) at the start of processing, Line 3 is selected to complete processing of an order before maintenance begins. No other orders may start during this first hour due to resource requirements.
- Order 2 requires the Blue material that is only available in hour 7, hence it can only be scheduled to start on hour 7 or later.
- Order 3 is scheduled on Line 1 at hour 2 once the concurrent resource requirements are available.
- Order 4 is scheduled on Line 2, at hour 3 once the concurrent resource requirements are available, similar to above.
- The maintenance is scheduled on Line 3 starting at hour 5 as per the preventive maintenance schedule. In an actual application of a Process Digital Twin, scheduled maintenance can be timed to meet the requirement of being least disruptive to production.
- Once Line 1 completes processing at the end of hour 5, the only orders that can be scheduled (due to material requirements) are Order 5, Order 6 and Order 7. Since the technician and crane are required for the duration of the preventative maintenance task, Order 5 is selected for processing at Line 1, as it will not require a changeover needing the technician and crane, as Order 3 and Order 5 are type Green material.
- Once Line 2 becomes available after hour 6, Order 6 can be processed. Order 7 is not selected, as a changeover would be required between color material types and worker constraints are not yet available.
- Line 1 becomes available after hour 9 (Order 5). Due to the technician and crane still being used for the maintenance task, Order 2 (next in priority since Blue material is now available) cannot immediately be processed, as a changeover would be required. Order 2 can only start after completion of the maintenance task as it will require the technician and crane for the changeover from material Green to material Blue.
- After hour 10, all Lines are available, as Order 6 (Line 2) and the maintenance event (Line 3) have completed. There are 3 orders remaining for processing, Order 2, Order 7 and Order 8. Order 2 has priority and now has the Blue material required. Thus, Order 2 is scheduled on Line 1. Because Blue material hasn’t been processed on any of the lines, a changeover is required regardless of the Line selected. All secondary resources are busy during hour 11 for changeover and processing.
- Line 2 and 3 are available at hour 11 and Order 7 and Order 8 haven’t yet been processed. Neither order will start due to secondary resources being utilized for Order 2 on Line 1. At the start of hour 12, the resources become available, and Order 7 will be processed on Line 3, as no changeover would be required, since an Amber material was processed prior to the maintenance task.
- Both Orders 2 and 7 will be completed in the next shift due to insufficient processing time during the current shift.
- Order 8 will not be able to start during this shift and will have to be started in the next shift due to the concurrent resource requirements.

Figure 6: 12 Hour shift schedule using a Simulation Event-Based approach
3.3.2 The Schedule Results
Using a Simulation Event-Based approach, which accounts for available production runtime and resource availability at the event time on each of the resource calendars (primary and secondary), the results are as follows:
- The primary lines could not be fully utilized due to the concurrent secondary resource requirements for order startup and changeovers. The line throughput is maximized, given the resource constraints with Line 1 at 83%, Line 2 at 66% and Line 3 at 91%, respectively.
- The orders could not all be sequenced based on order number as priority (Order 2) due to the Blue material availability.
- Order 2 was only processed for 2 hours during the 12-hour shift, resulting in 200 parts remaining after shift. Similarly, Order 7 completed only 1 hour of processing, with 300 parts remaining after shift. Order 8 was not able to start during the 12-hour shift, thus 400 parts remaining after shift.
- Although all the secondary resources have available capacity (some as much as 59%) to support required tasks in the factory, they cannot support more than one task at the same time forcing the order starts to be staggered or grouped by similar material to allow for resource availability at the required event time.
- Using the Simulation Event-Based approach, the schedule is deemed resource capacity capable, and material and timeline feasible, since all the resources and materials are available at the event time when required to start each order.
- The Lines utilize a total of 23 of the 36 available calendar hours (12 hours per line * 3 lines minus 6 hours for maintenance and minus 7 hours for delayed order start times due to concurrent resource availability). The factory can therefore produce a maximum of 2300 parts during this shift (23 x 100 parts/hour).
In Summary:
- This schedule resulted in a throughput reduction of 23.3% (700 parts) because of delays due to secondary resource constraints as compared to the Resource Calendar-Based approach
- The schedule, based on the Simulation Event-Based approach, is 100% “Resource, Material and Timeline Feasible” as well as fully actionable on the factory floor without the need for manual adjustments
Let’s analyze the schedule in more detail to see if throughput can be improved.
3.3.3 Detail Schedule Analysis
The schedule results indicate a 23.3% reduction in throughput based on a pure resource capacity model, which seems disappointing when compared to the previous throughput and utilization measurements. On closer analysis, it seems clear that it is because of the availability of concurrent secondary resources at the start and finish times of each order being processed. Inspecting the schedule closely is the best way to verify that it is fully actionable on the shop floor. Let’s take a closer look at three shop floor activities as indicated by the magnifying glasses in Figure 7 below:
- The start of processing for four (Orders 3, 4, 7 & 8) of the eight orders is delayed due to the availability of the secondary resources at the preferred start time of each order.
- Order 2 is delayed and scheduled out of sequence based on the preferred order priority until the Blue material is available. Order 2 was further delayed because of changeover type resource availability due to the ongoing preventative maintenance task on Line 3.
- As a result of this schedule, it is almost possible to run the lines with just one operator barring the one-hour concurrent task at the start of order 5 and the completion of order 4.
In Summary:
- The schedule provides lower than expected utilization and throughput performance, but it is the best possible schedule given the secondary resource constraints
- This schedule is 100% actionable on the factory floor and will not require additional manual manipulation by the planners/schedulers, supervisors, and operators
- This schedule can be sent directly to the shop floor in an automated fashion for execution

Figure 7: Showing delayed order starts due to concurrent secondary resource requirements
4. Key Observations
After reviewing the two primary scheduling approaches, key observations are highlighted below:
4.1 Resource Calendar-Based Approach
- Complex constraint models are difficult to develop and maintain for most mathematical optimization algorithms; therefore, they typically focus only on the key constraints of the process, such as the primary work centers and/or primary production lines.
- These optimization models also require longer runtimes (several hours) as models become more and more complex, making it difficult to run multiple plans to evaluate alternatives or to quickly reschedule when unplanned events occur.
- These models typically use a weekly time-bucketed approach where the factories are assumed to be empty at the start of each time bucket. This can be problematic because the next decision about what should run on a specific line or piece of equipment depends on what is currently in operation. This assumption could result in unplanned changeovers which will compromise throughput once the schedule is put into production. It is uncommon for a factory to physically run dry at the start of each week.
- The results produced from the Resource Calendar-Based models are typically infeasible due to a lack of resource and material synchronization based on the actual execution timeline. They also tend to be infeasible because of an incomplete constraint model that does not include all the constraints associated with running the production line, resulting in the following outcomes:
- Actual performance can deviate 10% to 30% (as much as 50%) from plan due to the full set of real-life constraints and concurrent resource requirements at the time of execution
- The schedule requires human intervention with planning boards and/or Excel
- Resource Calendar-Based solutions are often perceived by business stakeholders as “Black Box” solutions which are ineffective and inaccurate due to the following reasons:
- The planners/schedulers and key stakeholders do not understand how or why the system made certain trade-offs and decisions.
- The model often uses a single objective function (i.e., cost, throughput, or service level), therefore not producing an overall balanced schedule
- Manual adjustments are required to achieve production feasibility, which then breaks the “optimized” schedule
- Generated plans often require the planner/scheduler to adjust artificial parameters in an attempt to influence solver behavior (i.e., run rate, OEE), creating less confidence in the overall results
- Models tend to work well in specific environments such as:
- Less complex constraint models focused on mass production with dedicated lines running large batch sizes with a low frequency of changeovers relative to runtime
- Single bottleneck processes where the focus is on maximizing the primary resource loading
4.2 Simulation Event-Based Approach
- This type of scheduling approach offers absolute shop floor feasibility since all the material and resources are fully synchronized based on the actual event timeline of each operation on the factory floor. This approach can fully support agile Smart Factory Operations with no human intervention.
- The predicted scheduled factory performance results are accurate and verifiable as the detailed underlying simulation model includes all physical production constraints as well as the business rules, operating procedures, safety rules and operational level decision logic in the factory.
- This approach offers fast runtimes (typically minutes per scenario) that enables the planner/scheduler to run multiple schedules based on specific expected scenarios for evaluation and decision making. This also enables the planners/schedulers to do dynamic re-planning and scheduling based on actual events on the shop floor during the shift.
- A Simulation Event-Based process allows for rapid model development and ongoing updates as changes are made to the process i.e., introduction of new equipment or SKUs, changes in routings. The constraint objects and properties used to develop the models may be “templatized” to be generated and driven through enterprise data (no manual model changes).
- A Simulation Event-based approach allows for bucket-less planning and a rolling schedule can be generated over any selected time horizon from days to weeks to months (even years as required). Factories are always initialized with current work-in-progress data (tasks and material) as part of the scheduling process to ensure continuity starting with the current status of the factory.
- A Simulation Event-Based approach is often perceived by business stakeholders as “Glass Box” solutions and trusted for execution due to the following reasons:
- The operational parameters and decision logic are clear to the business and can be tested, validated, and supported by operations
- The plan is based on the current resource loading in the factory
- Business rules and shop floor decision logic can be challenged and evaluated for impact and value
- This approach works particularly well in highly complex environments due to the following reasons:
- The underlying model can accommodate any level of constraint detail including decision logic and operating rules
- Runtime is fast and allows for multiple planning/scheduling runs both before and during a shift or planning period
- These environments are typically too complex to solve manually by planners/schedulers and are often scheduled independently by each department to reduce scheduling complexity, resulting in local optimization but overall factory infeasibility or throughput reduction
5. Conclusion
Experience has shown that throughput and utilization estimates using Resource Calendar Optimization-Based solutions are typically 10% to 30% more optimistic than actual production, primarily due to omitted constraints like synchronization delays caused by resource and material availability at specific event times in the factory. This then requires significant human intervention by planners/schedulers, supervisors, and operators (often using Excel) to re-shuffle the schedule for actual execution, resulting in the stated reduction in throughput.
A Simulation Event-Based scheduling approach ensures that all critical constraints are considered, and resource and material availability are aligned with the actual event calendar, when each task needs to be performed. This then accurately replicates the factory operations to fully represent the expected performance of the factory. This detailed schedule is now 100% feasible and the scheduled tasks can be performed by the operators and equipment on the shop floor without the need for any further human intervention. This type of solution greatly reduces the planning/scheduling effort and paves the way to fully autonomous scheduling.
As we approach the full realization of Industry 4.0, computers will increasingly shoulder the responsibilities of communication and decision-making without human intervention. Incorporating a Simulation Event-Based approach and Process Digital Twins as key components of an Industry 4.0 digital transformation initiative, will have the following benefits:
- Seamless integration with enterprise data and models fully generated and driven by enterprise data. This facilitates rapid model development and includes models that can automatically adapt to changes in enterprise data thereby reducing long-term model maintenance.
- Simulate into the future by replicating the physical factory’s behavior to provide accurate predictive and prescriptive analysis of the system (forward-looking).
- Generate a detailed, actionable schedule (task list & material requirements) with a risk assessment of defined targets, such as delivery dates and costs.
- Deliver an integrated schedule that considers demand (orders), as well as capacity and materials concurrently for the entire end-to-end system across all processes as required at each time event in the factory operations (mixing, storage, filling, QA, etc.).
- A fully transparent decision-making and optimization methodology (Glass Box approach) versus typical optimization algorithms and AI engines that generate non-transparent results (Black Box approach).
- Simulation Event-Based planning/scheduling using a Process Digital Twin can play an important role in the successful operation of a Smart Factory. A Process Digital Twin is capable of providing both a system-wide aggregated view of the complete end-to-end system and an accurate simulation forward in time to predict expected states. A Process Digital Twin will also enable rapid scheduling of resources and material requirements at a task level for direct shop floor execution.