
1. Introduction
Just a few years ago it may have seemed unbelievable, but with our rapidly changing world the unbelievable has become reality – we are now in a state of VUCA. VUCA stands for volatile, uncertain, complex, and ambiguous. Most people will probably agree that VUCA is not desirable, and it is also not something many companies had planned for – especially related to the design and operation of their supply chains. Companies that rely on complex supply chains to control the flow of products from manufacturing through distribution to customers are witnessing VUCA wreak havoc on the operational efficiency and effectiveness of their supply chains. VUCA is a concept highlighted by Carol Ptak and Chad Smith in their book “Adaptive Sales and Operations Planning” where they described the world we live in today as follows:
Volatile: We see that both the frequency and the magnitude of disruptions to supply chains are increasing. Recent examples include the COVID-19 pandemic, war in Ukraine, severe weather phenomena, etc.
Uncertain: It is becoming increasingly difficult to predict what will happen. The more detailed and remote in time our predictions and plans are, the more we can expect variances to be experienced. This is true despite massive amounts of investments and advancements in forecasting technology.
Complex: Supply chains are not and never have been linear systems. Most supply chains have more relationships, interdependencies, and nodes than ever before in history, leading to more complications. The net effect of these complications is that delays in supply chain flow accumulate and propagate while gains do not. There is now more than ever a growing disconnect between customer expectations and the reality of fulfilling those expectations reliably and consistently.
Ambiguous: This is distinct and different from trying to predict what will happen. In this context, ambiguous is referring to the fact that it is often very difficult to tell what is happening at any point in time. Organizations are literally drowning in oceans of data but at the same time are starved for truly relevant information. Worse yet, what organizational personnel may believe is relevant information often leads them to make decisions and take actions that harm long-term sustainability and resilience in the VUCA world.
Now more than ever, business is a bewildering and distracting combination of products, services, materials, technologies, machines, and people skills. A successful supply chain requires the orchestration, coordination, and synchronization of each of these elements operating independently and cohesively together. Choosing the right strategy to achieve success is always complicated, VUCA makes it even harder. So how do you identify the right strategy to use in the design of your complex supply chain? We believe the answer to that is built on the concept of flow. We define the three elements of flow to be:
- The flow of materials and/or services from suppliers, then through one or multiple manufacturing plants, and then through delivery channels to customers
- The flow of information to all parties about what is planned and required, what is happening, what has happened, and what should happen next
- The flow of cash back from the market to and through the suppliers
Very simply put, a business process must take materials, convert or assemble them into different things or offerings, then get those new things or offerings to a point where others are willing to pay for them. The faster the business can make, move, and deliver its products and offerings, the better the performance of the organization tends to be. This incredibly simple concept is best described in what is known as Plossl’s law:
“All benefits will be directly related to the speed of flow of information and materials”
To this end Ptak and Smith, the founders of the Demand Driven Institute, developed an innovative methodology called Demand Driven Material Requirements Planning (DDMRP). DDMRP is designed to manage the flow of material and information more effectively in a visual and practical way to support this new world of larger product variety, smaller orders with shorter lead times, and rapidly changing demand topped by constantly varying supply chain conditions.
DDMRP is a powerful methodology for managing flow, but the key to an effective implementation starts with detailed insight into how your supply chain operates. Before investing time, money, and energy into implementing this transformative supply chain methodology, there are two topics to consider:
- Connections. Does your organization understand the connections between departments, functions, resources, and people both at the local and global levels of the company?
- Variability. Does your organization understand the different forms of variability that affect the flow through the enterprise?
Having people in the organization who understand these key topics is very important to the success of a DDMRP implementation – equally so is the technology involved in the implementation. Leveraging the right technology can have a significant impact on the time and effort involved in implementing DDMRP. The right technology will also have a significant impact on the long-term success of using DDMRP.
Adaptive Process Digital Twins are a widely used technology in manufacturing, warehousing, and supply chain applications. As the name implies, Adaptive Process Digital Twins mirror real-life complex business operations and processes with powerful built-in functionality to manage orchestration, coordination, and synchronization with a very high degree of accuracy and precision. This makes Adaptative Process Digital Twin technology ideally suited for DDMRP.
Simio is a pioneer in the development of discrete event simulation. Discrete event simulation is a versatile technology with a broad range of applications. Some examples include:
- Simulation and analysis
- Process design and optimization
- Planning and scheduling
- Shopfloor orchestration
- Design to operate process management
- Adaptive Process Digital Twins
At Simio, we have leveraged our discrete event simulation technology to create an agile platform for developing Adaptive Process Digital Twins that can be used to facilitate comprehensive digital transformation and process re-engineering initiatives. A Simio Adaptive Process Digital Twin is a data generated and driven, object oriented, 3D simulation model that accurately replicates the physical behavior of complex processes when run on Simio’s discrete event simulation platform. Some key capabilities associated with a Simio Adaptive Process Digital Twin allow an organization to:
- Capture the current process, including all physical constraints, business rules, and detailed decision logic into a 3D simulation-based digital twin to serve as a process and operational knowledge base and reference model.
- Create a process performance benchmark to understand current performance and accurately predict future performance of the factory/supply chain in addition to validating any changes such as automation, new equipment, and replenishment policies such as DDMRP.
- Create feasible plans and schedules for shop floors, warehouses, factories & supply chains that support autonomous execution and fully configurable time ranges.
- Leverage the adaptive, data generated and driven process digital twin to maintain a “current status” reference model for determining future performance of the factory and supply chain for transformation projects and investment decisions.
- Establish a predictive role to provide relevant and timely information about expected future behavior and results, or in a prescriptive role to provide detailed task lists and material requirements for execution.
Recognizing that an Adaptive Process Digital Twin is an ideal technology to take the time-tested DDMRP methodology to the next level, Simio and the Demand Driven Institute began a collaboration that has led to groundbreaking advancements in managing material flow.
This white paper will distill down the vast quantity of DDMRP content available online, in textbooks, and through training courses into a succinct foundation of knowledge. We will then build on that knowledge to explain how bringing DDMRP together with a Simio Adaptive Process Digital Twin has resulted in a new and exciting development in the supply chain industry – and an ideal solution for the design, test, optimization, and execution of a Demand Driven Material Requirements Planning process.
2. What is Demand Driven Material Requirements Planning (DDMRP)?
In 2011, an evolved form of material requirements planning (MRP) called demand driven material requirements planning (DDMRP) was introduced to the world in the book Orlicky’s Material Requirements Planning 3E (Ptak and Smith, McGraw Hill). DDMRP is a formal multi-echelon planning and execution method to protect and promote the flow of relevant information and materials in volatile, complex, uncertain, and ambiguous (VUCA) supply chain environments.
The evolution of MRP rules and tools was born out of necessity. It is important to note that conventional MRP rules were codified by 1965. However, as changes in the world and supply chains occurred, MRP rules and their basic assumptions did not. Every conventional MRP schedule output consists of the following assumptions:
- Demand is known and will not change
- There is enough time to accomplish all required activities
- All components will be available at the planned time (no variability in execution)
Over time these assumptions have become increasingly less valid as large amounts of supply, demand, and internal variability have proliferated in the evolving supply chain environment – some imposed and some self-imposed. The pace of change continues to accelerate and over the last few years we have witnessed world events impacting MRP on a massive scale. Examples of these include expanding cumulative lead times, shrinking customer tolerance times, expanding product portfolios, shortening lifecycles, rising forecast errors, ballooning inventories, increasing frequency of expedites, and constantly changing shortage reports that have become a standard part of everyday life. Companies have attempted to expand their use of spreadsheet-based tools and analyses in an effort to keep up with all this change, but that path is error prone, labor intensive and highly inconsistent.
DDMRP was developed through two decades of research and application across a wide array of industrial segments to address the evolving supply chain landscape and the challenges of using conventional MRP in that landscape. DDMRP combines relevant aspects of MRP and distribution requirements planning (DRP) with the pull and visibility emphasis found in Lean and the Theory of Constraints, along with the variability reduction emphasis of Six Sigma. These elements are successfully blended through key points of innovation.
For experienced planning practitioners, DDMRP is not about forgetting or abandoning what they know. Instead, DDMRP is about building on top of that foundation through the incorporation of known and accepted principles to meet the circumstances of modern supply chains. DDMRP has three basic assumptions inherent in its configuration and operation:
- Outside of explicit sales orders, demand is generally not known and is subject to change
- The gap between cumulative lead times and customer tolerance times forces stock to be held at key points to compress response times
- There will be variability in execution
DDMRP is a proven approach to producing significant gains across a wide array of industries. Table 1 shows the summary of research conducted by Camelot Management Consultants related to the benefits of DDMRP for three key performance indicators: service level increases, lead time reductions and inventory reductions across four major industrial verticals.

Table 1: DDMRP improvement across various industries
There are six components involved with DDMRP. A brief description of each will be provided in this section. For a more complete description of the DDMRP methodology including links to textbooks, videos, and case studies readers should visit: https://www.demanddriveninstitute.com/ddmrp
2.1 Component 1: Strategic Decoupling Points
First and foremost, DDMRP recognizes that the extensive sources of variability experienced in supply chains cannot be eliminated. Instead, DDMRP seeks to mitigate the effect of the transference, amplification, and accumulation of variability in both up and downstream directions on the most important objective of a supply chain – the maintenance and protection of flow of product to consumers. The benefits of this maintenance and protection of flow are numerous. When supply chains flow well, service levels are bolstered, inventories are minimized, costly expedites and overtime are minimized, and cash follows the rate of product to the market. All of this means that the maintenance and protection of flow directly connects to better return on asset performance.
To foster this flow, DDMRP places decoupling points at strategic locations of the product structure or supply network. A decoupling point is like a planning and execution firewall or bulkhead, isolating the events on one side of the point from the other. It is a fundamental break from the conventional MRP calculations which, by design, tightly couple all dependencies.
2.1.1 Decoupling Implications for Planning Systems
The use of decoupling has no impact on the three required inputs for MRP. A product structure and its attributes are still required. Inventory policies and status are still required. And finally, there must also be a source of demand. With decoupling in place, however, the way these inputs are considered and processed will be altered.
Netting in a Decoupled Environment
With decoupling employed, a critical change to the basic netting logic must occur. Decoupling points should never be netted to zero. Netting a decoupling point to zero means that it ceases to be a decoupling point. Thus, a level of decoupling point inventory must be maintained to guarantee a decoupling point’s effectiveness. This means that an effective process or method to set and adjust this level is required as well as amended netting logic to determine requirements against the position. This will be discussed in more detail later in this section.
Lead Time Compression
Decoupling point buffer placement has huge implications for planning lead times. By decoupling supplying lead times from that certain point in a supply chain, lead times are instantly compressed to the customer. This lead time compression has immediate service and inventory implications. Market opportunities can be exploited while working capital required in the higher-level inventory positions in the product structure (end item or closer to complete) can be minimized.
Shorter Independent Planning Horizons
Decoupling point placement creates a series of shorter independent or decoupled planning horizons. The length of these planning horizons is determined by the longest time sequence between the decoupling points. This span of time is called decoupled lead time, which will be discussed in more detail in the next section.
More Accurate Demand Signals
With the compression of the planning horizon comes an increase in the accuracy of the demand signal that can be used to drive supply order generation. When high-level decoupling points are placed inside customer tolerance time or the order visibility horizon, it will allow for the system to exclusively use actual demand, the most accurate and relevant form of demand available, for planning. This means that there are no planned orders derived from forecast and no nervousness associated with their reconciliation in the close-in horizon.
Decoupled Lead Time
Decoupling point placement has significant implications for the lead times recognized by the planning system for the purposes of calculating planned order receipts and releases as well as the necessary decoupling point protection level. The use of decoupling points in a planning system led to a key innovation, a new form of lead time called decoupled lead time.
Decoupled lead time (DLT) is the longest unprotected sequence in a bill of material or distribution network. DLT is essentially a qualified cumulative lead time for a decoupled item. This sequence is determined solely by decoupling point placement. It is the time between either two decoupling points, the last decoupling point and a customer or the first decoupling point and a supplier. Decoupled lead times play a key role in the following:
- Compressing response times to market required ranges
- Determining realistic due dates when needed
- Setting decoupling point buffer levels properly, which will be explained later in this section
- Finding high value inventory leverage points for decoupling point placement
Figure 1 shows a conceptual summary of the previous impacts of decoupling points to a supply chain.

Figure 1: The impact of decoupling points
The “Decoupled Explosion”
In DDMRP, blending the use of decoupling points while still managing and accounting for dependencies is accomplished by using a decoupled explosion. A decoupled explosion is the cessation of a dependent requirements explosion at any decoupling point. The term itself seems to be an oxymoron since it literally means independent dependence. Yet that is exactly what is occurring with a decoupled explosion. Figure 2 illustrates the nature of the use of decoupled explosion in a DDMRP environment. The decoupling points are represented by the large “X”s in the graphic.
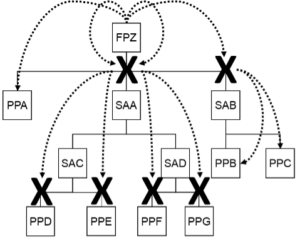
Figure 2: Illustration of decouple explosion
When a supply order is generated at a higher level, decoupling stops the explosion of the bill of material at decoupling points placed at lower levels. The explosion can be stopped without risk because that decoupling point is carefully maintained with decoupling inventory. The explosion then restarts only when the decoupled position (through an independent calculation) determines that it needs a resupply. This independent calculation is called the “net flow equation” which will be covered in more detail later in this section.
2.1.2 Placing Decoupling Points
But the immediate question arises, where to decouple? Decoupling everywhere is an extreme position; one that would create a floodplain of inventory investment across an environment. Thus, the answer can only be to decouple in places that have the most value in protecting and promoting flow. There are six factors considered in combination to determine decoupling point placement.
Customer Tolerance Time (CTT)
This is the time the typical customer is willing to wait before seeking an alternative source. Customer tolerance time can also be referred to as demand lead time. Determining this lead time often takes the active involvement of sales and customer service. What do customers expect? What lead times do competitors offer? How good are the competitors at hitting those lead times?
Market Potential Lead Time
This lead time will allow an increase in price or the capture of additional business through either existing or new customer channels. Determining this lead time takes the active involvement of sales and customer service. Be aware that there could be different stratifications of market potential lead time. Properly segmenting the market will maximize the possible revenue potential for the company and provide excellent revenue growth control.
Order Visibility Horizon
This is the timeframe in which a company or position typically becomes aware of sales orders or actual dependent demand. In retail the order visibility horizon is essentially zero, however, in most manufacturing scenarios, there are sales orders conveyed in advance of expecting receipt of the item. Often the sales order visibility either matches or exceeds customer tolerance time. The farther out the visibility to sales orders, the better the capability of the environment to see potential spikes and derive relevant demand signal information.
Imposed Variability
There are two forms of variability to be considered on potential decoupling point positions:
Demand Variability
This refers to the potential for swings and spikes in demand that could overwhelm the decoupled position. This variability can be calculated by a variety of equations or determined heuristically by experienced planning personnel. If data required for mathematical calculations does not exist, companies can also use the following criteria to group items into categories:
- High-demand variability – Products and parts that are subject to frequent spikes
- Medium-demand variability – Products and parts that are subject to occasional spikes
- Low-demand variability – Products and parts that have little to no spike activity, demand is stable
These groupings can help us to understand where to place decoupling points. In addition to decoupling point determination, these groupings will also be used in the next component of DDMRP – determining the level of protective inventory employed.
Supply Variability
This is the potential for and severity of disruptions in sources of supply or specific suppliers. This can also be referred to as supply continuity variability. It can be calculated by examining the variance of promise/schedules dates versus actual receipt dates. If the data required for mathematical calculations does not exist, the following heuristics can be used to group items into categories:
- High supply variability – Frequent supply disruptions
- Medium supply variability – Occasional supply disruptions
- Low supply variability – Reliable supply
As with demand variability, the groupings will help us to understand where to place decoupling points but will also be used in determining the level of protection.
Inventory Leverage and Flexibility
There are places in the matrix bill of material or the distribution network that provide a company with the most available options as well as the best lead time compression to meet the business needs. Within manufacturing, these places are typically represented by key purchased materials, subassemblies, and intermediate components. This becomes more critical in environments with BOMs that are deeper and more complex (broader) and have more shared components and materials.
Critical Operation Protection
The longer and more complex the routing structure and dependent chain of events (including interplant transfers), the more important it can be to protect identified key areas of capacity. These types of operations include areas where there is limited capacity, where quality can be compromised by disruptions, or where variability tends to be accumulated or amplified.
2.2 Component 2: Buffer Profiles and Levels
For the decoupling points to maintain their decoupling integrity, there must be a level of protection that absorbs demand and supply variability at the same time. This protection is manifested by a concept called decoupling inventory. In DDMRP, decoupling point inventory is referred to as “stock buffers”. Decoupling point buffers are amounts of inventory that will provide reliable availability for stock consumption while at the same time allow for the aggregation of demand orders, creating a more stable and efficient supply signal to suppliers of that buffered position.
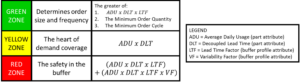
Figure 3: Each buffer zone purpose and equation
Decoupling point buffers are sized through a pragmatic, proven, and transparent process. They incorporate a three-color zonal schema (Green, Yellow, Red). Each zone serves a specific purpose in the way it protects and helps to manage the decoupling point. Figure 3 shows both the purpose of each buffer zone and its respective equation.
The zonal values and total buffer value are determined through a combination of two elements. First, part positions chosen for decoupling are sorted or grouped by like attributes called buffer profiles. These attributes are:
- The type of part (manufactured, intermediate, purchased, or distributed)
- Lead time category (long, medium, short)
- Variability category (high, medium, low)
Next, the individual part traits are combined with these attributes to create unique zonal and cumulative buffer values. These individual part attributes are:
- Average daily usage (ADU) – The ADU can be determined through a variety of ways including historical usage, forecasted usage or some blend of both over a defined horizon
- The item’s decoupled lead time (DLT)
- Minimum order quantities or cycles if applicable (MOQ or MOC)
Figure 4 shows the output of a typical DDMRP buffer sizing equation combining part and buffer profile attributes.

Figure 4: Example of a buffer sizing equation
2.3 Component 3: Dynamic Buffer Adjustments
Since today’s supply chains are incredibly dynamic, the initially determined buffer and zone levels must adjust and adapt to changing conditions. There are two basic forms of buffer adjustments; those that are implemented because of what has happened and those that are implemented based on what we think will or plan to make happen.
2.3.1 Recalculated Adjustments
A recalculated adjustment is typically an automated adjustment to a buffer’s zonal values. These changes can be driven by an individual part’s attributes changing, a change in its profile assignment or a change in the profile value that the part is assigned to. Figure 5 is an example of a decoupled part’s buffer adjusting through time.

Figure 5: A buffer’s recalculated adjustment through time
2.3.2 Planned Adjustments
Buffers can also be manipulated through planned adjustments. Planned adjustments are based on certain strategic, historical, or business intelligence factors as identified in tactical planning. These planned adjustments are manipulations to the buffer equation that affect target inventory planning positions by raising or lowering buffer levels and their corresponding zones at certain points in time. These manipulations tend to be confined to demand manipulations, zonal manipulations or lead time manipulations. Figure 6 shows a planned adjustment shaping a buffer’s capability to meet an impending demand surge.
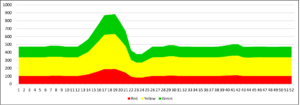
Figure 6: Planned adjustment applied to a buffer
2.4 Component 4: DDMRP Planning
In DDMRP, stock buffers use a unique equation called the net flow equation to drive replenishment supply order release. The demand element of the net flow equation has no forecasted orders; only qualified sales orders or higher-level dependent demand within the immediate time horizon are considered.
The net flow equation is simple:
OnHand + OnOrder – Qualified Sales Order Demand = Net Flow Position
Figure 7 illustrates the three components of the net flow equation. Two components of the equation will be familiar with most supply chain personnel. On-Hand is the quantity of stock physically available. On-Order is the quantity of stock that has been ordered but not received. This could be a single incoming order or several incoming orders. The on-order quantity is the total quantity that has been ordered but not received, irrespective of timing.

Figure 7: DDMRP’s net flow equation
It is the demand component that gives the equation its uniqueness. Qualified Sales Order Demand is the sum of sales orders past due, due today and qualified spikes. Order spikes are qualified through the combined use of an order spike horizon in future daily buckets (typically equal to one DLT in the future) with a defined order spike threshold (typically set at 50% of the of the red zone value). In Figure 7 the cross-hatched area represents both the value of the horizon and the threshold.
Figure 7 shows qualified orders for the net flow equation as highlighted “Today” and in “Day 3”. There is no past due amount represented in this figure. There are two sales orders due today and three sales orders due Day 3. These Day 3 orders have combined to create a qualified spike. These two days of qualified demand are added together to get the total amount of qualified demand for today’s computation of the net flow equation.

Figure 8: The net flow equation
When the net flow equation yields a position below the green zone in the buffer, an order recommendation is created in a quantity sufficient to restore the net flow position to the top of the green zone. The net flow equation is performed every day for every decoupled item. Figure 8 shows how the net flow equation for the given example produces both a net flow position as well as a recommended order quantity of 21 units.
A key aspect of using the net flow equation is the visibility that planning personnel gain to relative requirements priority. This relative priority distinction is a crucial differentiator between the conventional MRP planning alerts and action messages and the highly visible and focused DDMRP approach. Under the DDMRP approach, planners and buyers can quickly judge the relative priority without massive amounts of additional analysis and data queries. This is accomplished using a concept called planning priority. Planning priority incorporates two aspects: color and a percentage value. The color is established by identifying the zone color of the current net flow position. The percentage is computed by dividing the net flow position by the top of green value of the buffer. Figure 9 shows an example of a DDMRP planning screen sorted by planning priority value.

Figure 9: Sort by planning priority
2.5 Component 5: DDMRP Execution
DDMRP carefully separates the process of planning buffer resupply (as defined by the net flow equation) and the process of monitoring the status of a buffer’s current integrity as defined by its on-hand amount. In conventional MRP, priority is always tied to due date – due dates that are subject to constant date and quantity shifting. DDMRP all but disregards due dates for buffer resupply in favor of a prioritization mechanism called on-hand priority.
Like planning priority, the on-hand priority is both a color and a percentage value. It is calculated by dividing the current on-hand level of the buffer by the value of the red zone. This produces a percentage of safety remaining at any point in time. At 100% or above the color is green. 99%-50% produces a yellow color. Below 50% produces a red color. This general color and discrete percentage reference allows personnel to focus expedite efforts and scarce resource activity on the most critical items as defined by the integrity of the strategic decoupling points. Figure 10 shows an example of an on-hand prioritization display.
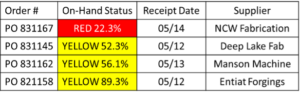
Figure 10: On-Hand status example
There are additional DDMRP execution alerts but space limitations in this section prevent the ability to explain those alerts in more detail. These alerts include:
- Projected on-hand status – projects the on-hand status in the future based on the timing of open supply and known or average demand
- Material synchronization alerts – alerts personnel to potential misalignments to supply and known future demand allocations
- Lead time alerts – a proactive alert designed to ensure the timely supply of strategic long lead time components to critical scheduled receipts
2.6 Component 6: DDMRP Model Adaptation
The final component of maintaining an effective DDMRP system is the process of adapting the DDMRP model through time. This adaptation cycle is driven both by historical performance as well as anticipated events or future trends. The process of this tactical adaptation is referred to as Demand Driven Sales and Operations Planning (DDS&OP).
A key differentiation in DDMRP and the DDS&OP process is that there is no master production schedule (MPS) in use. This is a huge departure from convention, one that many operational personnel find refreshing. Why is there no MPS in DDMRP? The conventional use of an MPS was a response to the problematic conditions described in the beginning of this section, particularly the widening gap between cumulative lead times and customer tolerance times. As mentioned previously, the use of decoupling points compresses planning horizons to a point where more stable and actual demand can be used to drive supply order generation. This opens the door to planning and managing model capability instead of attempting to plan order and resource activities over an extended future period.
DDS&OP’s purpose is to plan and manage future capability as defined by the DDMRP model. That model is defined by decoupling point placement, buffer profile definitions, individual part traits and any buffer adjustments. This collective assembly of model determinants is referred to as the master settings. DDS&OP refines these master settings by reviewing past DDMRP performance (called tactical review) and projecting future performance based on what is expected to happen (tactical projection).
2.6.1 Tactical Review
The first element of DDS&OP looks at the past performance of the DDMRP model regarding its reliability, stability, and velocity; the three primary operational metric objectives of DDMRP. Reviewing the past performance of these objectives identifies areas or processes in the DDMRP model that jeopardize performance, cause additional spend or present improvement opportunities for model refinement.
Key past reports include the supply order integrity report and buffer run charts. The supply order integrity report shows the timeliness and accuracy of supply order generation against the performed daily net flow equation. Buffer run charts show the ability of a buffer to maintain its on-hand performance against a targeted range over time. Figure 11 provides an example of both types of tactical review reporting.

Figure 11: Examples of order integrity report and buffer run chart
2.6.2 Tactical Projection
DDS&OP is not just about reviewing the past performance of the DDMRP model. The DDS&OP process also projects model performance given different scenarios within the tactical horizon (typically one cumulative lead time into the future). To develop these projections, the DDS&OP team must have an awareness of current and potential problems regarding demand, capacity, supply disruptions, quality/yield problems and anomalous sales activity. Examples might include:
- Significant seasonality
- Promotions or an expected surge in demand
- A planned shutdown at the plant
- A known supply disruption
- The cutover to a new manufacturing process
- The impending opening of a new distribution facility
- The introduction of a new product
Figure 12 shows an example of a buffer projection with an expected large upsurge in demand being countered by a planned adjustment to the buffer.
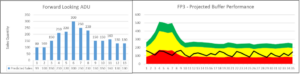
Figure 12: Buffer projection example
2.7 Summary
DDMRP can best be summarized as “Position, Protect, Pull and Adapt”. The migration to DDMRP is not a wholesale abandonment of conventional planning rules. Instead, it employs innovations that recognize changing supply chain circumstances and takes advantage of advancements in certain aspects of technology to bring manufacturing and distribution assets in closer alignment with actual demand.
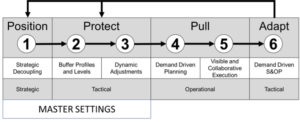
Figure 13: DDMRP Basic Methodology
Figure 13 displays all the components of DDMRP and their collective relationships. It is important to note the feedback loop from component 6 (Adapt) back to components 1, 2 and 3. This depicts what is referred to as the tactical adaptive loop in the Demand Driven methodology
3. Simio for the Design and Implementation of DDMRP
Simio has created an agile platform for developing Adaptive Process Digital Twins that can be deployed offline and/or online for both predictive and prescriptive applications to facilitate comprehensive digital transformation and process re-engineering initiatives. A Simio Adaptive Process Digital Twin is a data generated and driven, object oriented, 3D simulation model that accurately replicates the physical behavior of complex processes when run on Simio’s discrete event simulation platform. The Simio Adaptive Process Digital Twin captures the current process in detail including all physical constraints, business rules, and detailed decision logic to serve as a process and operational knowledge base and reference model that can be used to evaluate all future changes and system performance. An Adaptive Process Digital Twin powered by Simio’s discrete event simulation platform is an ideal solution for the design, test, optimization, and execution of DDMRP as a replenishment methodology to manage material flow that includes order generation for procurement, manufacturing orders, and stock transfers.
3.1 DDMRP Functionality in Simio
The Simio platform includes features and functions specifically developed to support the accurate modeling of any DDMRP replenishment options as part of a factory or larger supply chain. DDMRP specific functionality includes the DDMRP replenishment method as part of the Simio inventory element, DDMRP specific calculators with associated data table schema/templates for inputs and outputs, and DDMRP specific dashboards.
Features related to the creation, configuration, and running of a supply chain model using a DDMRP project template are shown in Figure 14.

Figure 14: Features for DDMRP Modeling
First, in the top left of the figure, the DDMRP project template includes a predefined set of relational data tables for simulation input. Simio offers several different types of data connectors to import data into these tables from external data sources such as databases, URLs, Excel workbooks, and CSV files.
Second, in the top center of the figure, the DDMRP project template includes a predefined set of customizable objects for supply chain modeling. This includes objects for modeling the physical sites in the supply chain network such as retail, distribution, manufacturing, and supplier sites, as well as objects for modeling transportation modes to deliver supply orders.
Finally, in the top right of the figure, the DDMRP project template includes tools for calculating key inputs for DDMRP to size a model’s strategic inventory buffers and generate supply orders during simulation runs. These key inputs include average daily usage values, decoupled lead times, buffer red, yellow, and green zone sizes, and qualified spike demand values for net flow position calculations.
Features related to running a supply chain simulation are shown in the bottom half of Figure 14.
First, in the bottom left of the figure, a Demand-Driven MRP replenishment policy is used at each strategic inventory buffer during a simulation run to determine when to generate a supply order and the recommended order quantity.
Second, the bottom center of the figure shows the ‘Digital Twin’ which refers to the collection of detailed warehouse, factory, supplier, and delivery-related objects as well as sourcing policies and any other decision logic necessary for simulating the order fulfillment process.
Finally, in the bottom right of the figure, potential output from a supply chain model is shown. Scenario lookaheads provide valuable insight for decision-making, and the simulation results include not only supply order forecasts and the expected schedules for production and delivery, but also KPIs, target risk analysis, and other feedback measuring the potential impact of variability in the system.
3.2 DDMRP Simulation Workflow
The DDMRP workflow can be summarized as 4 primary steps in the decision making and execution process of the model. Figure 15 depicts the flow of information and material in the supply chain through a circular arrow diagram. The process starts with supply order generation using the Demand-Driven MRP process. Once the re-supply quantities have been determined the Sourcing policies and options need to be evaluated to best fulfill the supply order. Based on the type of supply order (procurement, manufacturing, or stock transfer), the Demand-Driven Scheduling & Execution process is triggered to fulfill the orders. This is then followed by the Delivery process to complete the fulfilment process. Each of the steps in Figure 15 are described in more detail in this section.
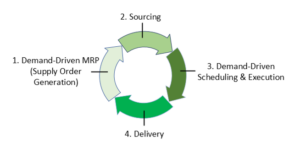
Figure 15: DDMRP Model Decision Workflow
Demand-Driven MRP (Supply Order Generation) Process
The first step of the DDMRP model decision workflow is to perform supply order generation using the DDMRP replenishment methodology, which is shown in Figure 16. The inventory position of each strategic inventory buffer in the model (calculated as quantity in stock plus quantity on order minus quantity backordered) is monitored and updated during a simulation run. The other key inputs for DDMRP are defined in the Buffer Zone Sizes and Qualified Spike Demand tables that are calculated using Simio’s DDMRP calculators, which are shown in the top left corner of the figure.
Continuous or periodic inventory reviews (e.g., daily reviews) are then performed using the DDMRP replenishment policy (as described in Section 2).
At the time of each inventory review in the simulation, the DDMRP replenishment policy uses the inventory’s net flow position (calculated as the inventory position minus the qualified spike demand) and green zone to determine when to reorder and for how much. If the net flow position is at or below the top of the yellow zone, then a reorder quantity is recommended to return the net flow position to the top of the green zone.
As the Simio Adaptive Process Digital Twin simulation runs, it produces the recommended order quantities for each SKU or SKU-Group that must be sourced and fulfilled to maintain proper flow of material in the supply chain.
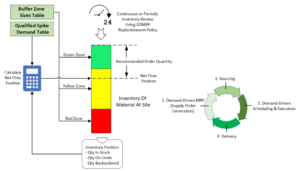
Figure 16: Demand-Driven MRP (Supply Order Generation) Process
Sourcing Process
The recommended order quantity information then flows to the inventory’s sourcing policy which determines whether the supply order is a manufacturing, purchase, or stock transfer order and the site (or sites) to send that order to. Supplier-dependent order modifiers can be applied to enforce minimum, maximum, or fixed order size requirements.
The focus of this step in the Simio simulation-based planning cycle is the sourcing decision. It is important to emphasize a significant difference between the decision-making and information flow shown in Figure 17 and a conventional master production schedule (MPS) approach. MPS simplifies the planning problem by assigning work into time buckets at each factory, often based on faulty assumptions about demand, lead times, and material and resource availability. Faulty assumptions will produce unrealistic plans. During a supply chain simulation with Simio, instead of static planning based on time-buckets, the sourcing decision for a supply order is made at the time the order is generated by DDMRP. This creates the opportunity to apply both demand-driven replenishment and dynamic sourcing strategies based on the current system state.
Accurate lead times are crucial to supply chain performance as they are key inputs for inventory buffer sizing and other decision making such as sourcing. Rather than assuming static lead times, the Simio platform can utilize the power of artificial intelligence (AI) to set lead times dynamically to reflect current system state. One example of that would be to set manufacturing lead times based on a factory’s current workload and product mix. Simio has native AI support for neural network models created and trained directly within Simio as well as support for bidirectional integration with other third-party AI applications.

Figure 17: Sourcing Process
Demand-Driven Scheduling and Execution Process
Once the sourcing decision has been made, a supply order is sent to the selected site model. That site model is shown on the right side of Figure 18. This is the warehouse, factory, or supplier part of the model that captures the detailed resource, business rules, and detail decision logic, including any site-specific scheduling constraints as well as any other general decision logic necessary to simulate the order fulfillment process.
This is a key part of the workflow to ensure the fulfilment plans and schedules are feasible based on raw material supply, manufactured goods as well as any stock transfer orders from stocking locations in the network. The schedules are not only resource and material feasible within a time window (1 shift) but also feasible on the actual execution event timeline within each shift.

Figure 18: Demand-Driven Scheduling and Execution Process
Delivery Process
When a supply order is ready to ship, a delivery model is then used to deliver the material to the destination inventory site. This is shown in the bottom center of Figure 19. That delivery model may simply be a delay time or a more complex model capturing details such as transportation modes and capacity. The model may also include any shipment consolidation policies and delivery routes. The level of detail to be included is important to ensure execution feasibility to closely match planning to actual execution.

Figure 19: Delivery Process
3.3 Typical Results from DDMRP Digital Twin Models
As part of the DDMRP methodology implementation within the Simio platform, there are customized results and dashboard views to measure performance and understand system behavior. A selection of key results will be shown and discussed in more detail in the next section. Simio focused on making the planning and execution of the material and information flow efficient and understandable. Simio charts and tables employ the red, yellow, and green DDMRP methodology paradigm to make results clear and easy to interpret by all stakeholders for both decision making and execution management.
3.3.1 Buffer Zones
The red, yellow, and green buffer charts are probably the most used feature of Simio’s DDMRP implementation as they provide the buffer status of all material at each decoupling point in various formats. Following are three examples – buffer zones for planning, buffer status for execution tracking, and buffer run charts for performance monitoring (both past and future). Figure 20 uses a static view of buffer zone and buffer status charts to explain the differences between the two charts.

Figure 20: Buffer Planning and Execution Charts
Working within the Simio platform, these charts are created dynamically and with great accuracy by replicating the behavior of the factory and/or supply chain using simulation. The Simio Adaptive Process Digital Twin simulation will predict the future performance of inventory buffers and create execution tasks at all levels of the process in a prescriptive manner (if required). Figure 21 shows an example of a buffer zone chart for planning and Figure 22 shows the buffer status chart for execution tracking.
The buffer run chart tracks the actual ‘on hand’ inventory against the target on hand and the calculated optimal inventory range to protect and sustain flow with sufficient buffer based on the average daily usage, MOQ, lead time, and variability factors of the process. Without a Simio Adaptive Process Digital Twin, these charts are typically created looking at the actuals of the past period. Using a Simio Adaptive Process Digital Twin simulation, it is possible to accurately project forward in time to provide timely input about the expected behavior of the factory or supply chain. An example buffer run chart is shown in Figure 23.

Figure 21: Buffer Zone Chart for Planning
![]()
Figure 22: Buffer Status Chart for Execution Tracking
![]()
Figure 23: Buffer Run Chart for Performance Tracking and Prediction
3.3.2 Resource Utilization
For the system to be able to respond to new or changing demand, it is important to understand the capacity constraints in the system. Unlike a cost-based system where nearly 100% utilization is required to reduce unit cost, a flow-based system having available capacity allows the system to respond to variability to maintain flow. As the utilization moves into the red zone, the system’s ability to respond becomes more constrained. When utilization is in the green zone, the system has sufficient capacity to respond to change. This ensures the right items are produced or transferred to support actual demand, which leads to converting goods to cash in the most efficient way while minimizing inventory. An example of a resource utilization chart is shown in Figure 24.

Figure 24: Resource Utilization Chart
3.3.3 Warehouse Capacity and Inventory Cost
In most supply chains warehouse capacity is at a premium and acquiring additional capacity is very costly. By running a Simio Adaptive Process Digital Twin simulation, warehouse capacity requirements can be predicted accurately over any range of time. This forward visibility will provide the lead time needed to avert or address potentially costly problems and maintain operations while minimizing infrastructure cost. The Simio Adaptive Process Digital Twin also keeps track of all inventory and associated costs which can include detailed individual resource costs as part of operations. This allows the business to make clear decisions based on both warehouse capacity (Figure 25) and the associated cost of inventory (Figure 26).

Figure 25: Warehouse Capacity Chart
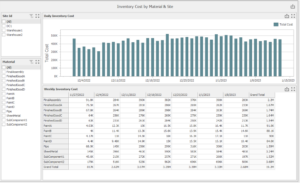
Figure 26: Inventory Cost by Site
3.3.4 Performance Metrics
Two of the key performance metrics for supply chain performance are the Inventory Target Ratio (ITR) (Figure 27) as well as the Taguchi Capability Index (Cpm) (Figure 28).
The ITR is a method for calculating inventory values against the nominal point and the optimal range as seen in the run charts. ITR is a quick way to judge conformance to the planned inventory levels as per the operating model definitions.
Using the Taguchi Capability Index is an approach for evaluating the level of inventory compliance against the total model for selected global considerations. This approach is a function of the specification limits, the mean of the process, and a provided target.
Both these metrics are calculated during the Simio Adaptive Process Digital Twin simulation run and provide valuable forward-looking predictive indicators of performance as shown below.
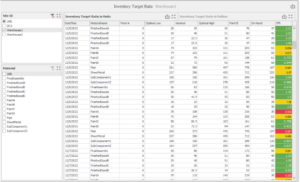
Figure 27: Inventory Target Ratio

Figure 28: Taguchi Capability Index
4. Conclusion
Before companies invest significant amounts of money, time, and energy into new hardware processes and systems, understanding the current supply chain behavior and key constraints ensures that organizations can optimize their use of time and deployment of CAPEX. The Simio Adaptive Process Digital Twin is a key success component for supply chain design and planning going into the future. It provides both a system-wide aggregated view of the state of the system, as well as a means of predicting forward in time (crystal ball approach) to see the expected future state as illustrated in Figure 29 below. Currently companies mostly rely on analysis of historical data and performance (rearview mirror approach) to help them decide what to adjust and do differently to improve the process going forward. When attempting to implement a new and innovative material management methodology such as DDMRP the ability to optimize the master setting of the demand driven operating model (DDOM) before putting it into actual operation is invaluable as it will prevent costly mistakes and avoid experimentation on the actual factory/supply chain.

Figure 29: Backward and Forward-looking analysis
Simio differs from traditional simulation modeling tools in that it is designed from the ground up to also execute as a live component of a factory or supply chain execution system. Simio supports complex in-memory relational data, connections to real time data sources, complex dynamic decision rules, detailed resource, material, and task logging, along with customizable Gantts, reports, and use case specific dashboards for communicating results. This is essential functionality for providing a connected Adaptive Process Digital Twin of the factory/supply chain. Figure 30 depicts the relationship of Simio’s digital twin model to the ERP and MES/IoT, along with the key capabilities that are enabled in the Adaptive Process Digital Twin.

Figure 30 – Simio Adaptive Process Digital Twin Relationships and Capabilities